Máquina de Repuxo CNC: A Unidade CNC de Repuxo Metálico é um sistema industrial avançado projetado para realizar o processo de conformação de chapas metálicas por repuxo com elevado nível de precisão, repetibilidade e automação. Esse tipo de equipamento combina princípios tradicionais de repuxo — onde um disco metálico é moldado contra um mandril rotativo — com tecnologia de controle numérico computadorizado (CNC), permitindo a produção de peças complexas com geometrias axisimétricas de forma eficiente e consistente.
No funcionamento dessa unidade, o material metálico, geralmente em formato de disco, é fixado contra um mandril que gira em alta velocidade. Ferramentas de conformação, controladas por eixos CNC (tipicamente X, Z e, em sistemas mais avançados, também eixos adicionais como Y ou eixos rotativos), aplicam pressão progressiva sobre a peça, forçando o material a fluir plasticamente e assumir a forma desejada. O controle CNC garante movimentos extremamente precisos das ferramentas, com interpolação de trajetórias complexas, controle de avanço e ajuste de força, o que reduz significativamente erros humanos e variações no produto final.
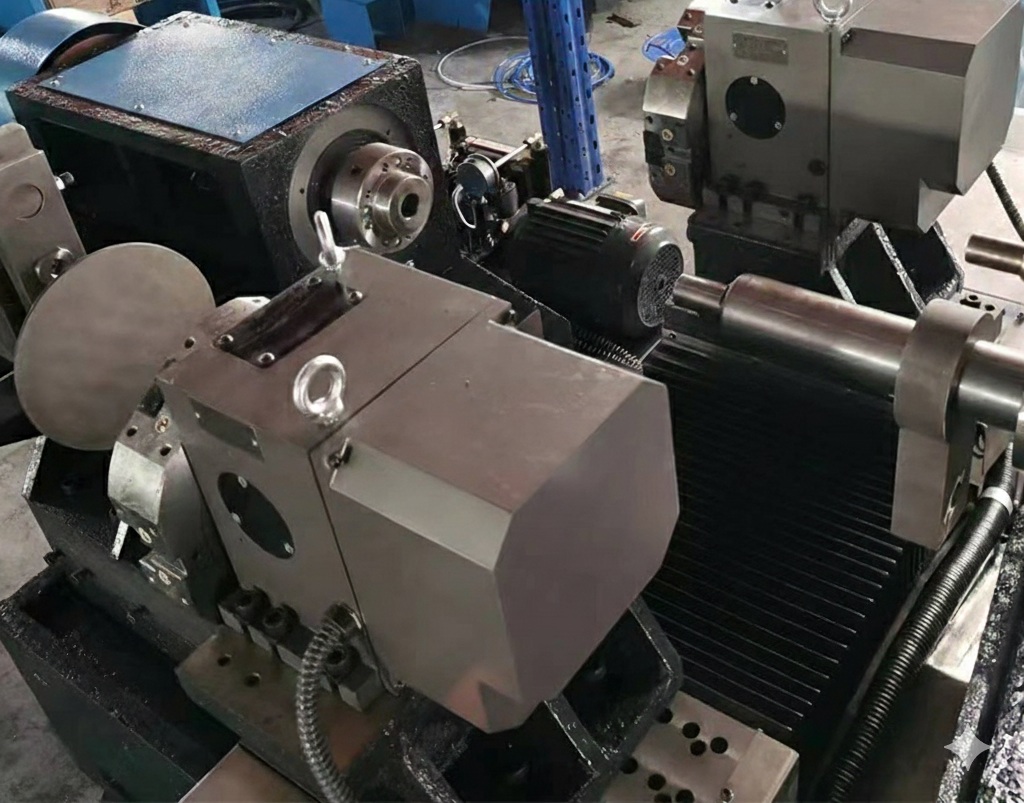
Uma Unidade CNC de Repuxo Metálico é composta por diversos subsistemas críticos, incluindo o cabeçote principal com spindle de alta rigidez, sistema de fixação do blank (porta-matriz ou contraponto), torres de ferramentas com roletes de repuxo, servoacionamentos de alta precisão, além de um sistema de controle CNC integrado que gerencia todos os parâmetros do processo. Em muitos casos, essas máquinas também incorporam sistemas hidráulicos ou eletromecânicos para aplicação de força adicional, especialmente em materiais mais espessos ou de maior resistência mecânica.
A integração de software CAD/CAM é um dos grandes diferenciais dessas unidades, permitindo que modelos digitais sejam convertidos diretamente em trajetórias de usinagem e conformação. Isso reduz o tempo de setup e possibilita rápida adaptação para diferentes geometrias de peças, tornando a produção mais flexível e adequada tanto para lotes pequenos quanto para produção em escala. Além disso, sensores e sistemas de feedback em tempo real monitoram variáveis como força, posição e vibração, garantindo controle de qualidade contínuo e prevenção de falhas.
Do ponto de vista de aplicação, essas unidades são amplamente utilizadas na fabricação de componentes para os setores automotivo, aeroespacial, iluminação, utensílios domésticos e equipamentos industriais. Exemplos típicos incluem refletores, recipientes metálicos, cones, tambores, peças decorativas e componentes estruturais de alta precisão. A capacidade de trabalhar com diversos materiais — como aço carbono, aço inoxidável, alumínio, cobre e ligas especiais — amplia ainda mais sua versatilidade.
Entre as principais vantagens da Unidade CNC de Repuxo Metálico estão a redução de desperdício de material, menor necessidade de ferramentas complexas em comparação com processos como estampagem profunda, alta repetibilidade, excelente acabamento superficial e capacidade de produzir peças com paredes finas e geometrias sofisticadas. Além disso, o processo tende a induzir encruamento controlado no material, o que pode melhorar propriedades mecânicas em determinadas aplicações.
Em termos de tendências tecnológicas, observa-se a crescente incorporação de automação avançada, como sistemas robotizados para carga e descarga, integração com Indústria 4.0, monitoramento remoto, manutenção preditiva e uso de inteligência artificial para otimização de parâmetros de processo. Essas evoluções tornam a Unidade CNC de Repuxo Metálico não apenas uma máquina de conformação, mas um elemento central em linhas de produção inteligentes e altamente eficientes.
A evolução da Unidade CNC de Repuxo Metálico acompanha diretamente os avanços na engenharia de controle, na mecatrônica e na ciência dos materiais, resultando em equipamentos cada vez mais sofisticados e capazes de operar com níveis extremamente elevados de precisão dinâmica e estabilidade estrutural. Um dos aspectos mais críticos nesse tipo de máquina é a rigidez do conjunto mecânico, uma vez que o processo de repuxo envolve forças contínuas e progressivas que atuam sobre o material enquanto este gira em alta rotação. Para garantir tolerâncias dimensionais rigorosas e evitar vibrações indesejadas, o projeto estrutural da máquina geralmente incorpora bases monobloco, guias lineares de alta capacidade de carga e fusos de esferas pré-carregados, além de sistemas de amortecimento que reduzem oscilações durante o processo de conformação.
Outro fator determinante é o controle preciso da interação ferramenta-material, que depende diretamente da qualidade dos servoacionamentos e dos algoritmos de interpolação do sistema CNC. Motores servo de alto torque e baixa inércia são utilizados para garantir respostas rápidas e movimentos suaves, permitindo que o rolete de repuxo siga trajetórias complexas com extrema fidelidade ao programa definido. A sincronização entre o movimento rotacional do mandril e o avanço das ferramentas é essencial para evitar defeitos como enrugamento, afinamento excessivo ou ruptura do material, sendo frequentemente gerenciada por sistemas de controle em malha fechada com feedback contínuo de encoders de alta resolução.
Do ponto de vista do processo, o repuxo metálico em ambiente CNC permite a aplicação de estratégias avançadas de conformação, como múltiplas passadas com diferentes perfis de pressão, variação dinâmica da velocidade de avanço e controle adaptativo da força aplicada. Essas estratégias são particularmente importantes quando se trabalha com materiais de comportamento não linear ou com limites de conformabilidade mais restritos, como ligas de alta resistência ou metais endurecidos. A capacidade de programar e reproduzir essas condições com precisão é um dos principais fatores que diferenciam a tecnologia CNC dos métodos convencionais de repuxo manual ou semiautomático.
A gestão térmica também desempenha um papel relevante, especialmente em operações de alta produtividade ou em materiais sensíveis ao aquecimento. O atrito entre a ferramenta e a peça pode gerar calor significativo, o que pode alterar as propriedades mecânicas do material e comprometer a qualidade da superfície. Para mitigar esses efeitos, são utilizados sistemas de lubrificação controlada, muitas vezes integrados ao programa CNC, que aplicam fluidos de forma precisa na zona de contato, reduzindo o coeficiente de atrito e melhorando o fluxo plástico do material. Em aplicações mais exigentes, pode-se recorrer inclusive a sistemas de resfriamento ativo ou ao uso de ferramentas com revestimentos especiais de baixo atrito e alta resistência ao desgaste.
A flexibilidade operacional dessas unidades é ampliada pela possibilidade de integração com sistemas automatizados de alimentação e manipulação de peças, como braços robóticos e alimentadores de blanks. Essa integração permite a operação contínua da máquina com mínima intervenção humana, aumentando significativamente a produtividade e reduzindo custos operacionais. Além disso, sensores inteligentes podem ser utilizados para inspecionar automaticamente as peças durante ou após o processo, verificando dimensões críticas, espessura de parede e qualidade superficial, o que contribui para a implementação de sistemas de controle de qualidade em tempo real.
No contexto da manufatura avançada, a digitalização das Unidades CNC de Repuxo Metálico possibilita a coleta e análise de grandes volumes de dados de processo, incluindo parâmetros como força aplicada, velocidade, vibração e temperatura. Esses dados podem ser utilizados para otimizar continuamente o processo por meio de técnicas de análise preditiva e aprendizado de máquina, permitindo identificar padrões de desgaste de ferramentas, prever falhas e ajustar automaticamente os parâmetros de operação para maximizar a eficiência e a qualidade do produto. Essa abordagem orientada a dados é um dos pilares da chamada Indústria 4.0 e representa uma mudança significativa na forma como esses equipamentos são operados e mantidos.
Além disso, há uma tendência crescente no desenvolvimento de interfaces homem-máquina mais intuitivas e avançadas, que permitem aos operadores programar e monitorar o processo de forma mais eficiente. Telas sensíveis ao toque, visualização gráfica em tempo real das trajetórias de ferramenta e simulações integradas são recursos cada vez mais comuns, reduzindo a necessidade de conhecimento especializado profundo em programação CNC e facilitando a capacitação de novos operadores. Em paralelo, sistemas de segurança também evoluíram significativamente, incorporando sensores de presença, barreiras de proteção e protocolos de parada automática que garantem a integridade dos operadores sem comprometer a produtividade.
Do ponto de vista econômico, a adoção de uma Unidade CNC de Repuxo Metálico representa um investimento estratégico para empresas que buscam aumentar sua competitividade, especialmente em mercados que exigem alta qualidade, customização e prazos de entrega reduzidos. Embora o custo inicial dessas máquinas possa ser elevado, os ganhos em eficiência, redução de desperdício, menor necessidade de ferramentas complexas e maior flexibilidade de produção tendem a compensar esse investimento ao longo do tempo. A capacidade de produzir uma ampla variedade de peças com o mesmo equipamento também reduz a dependência de múltiplas máquinas e processos, simplificando a cadeia produtiva e melhorando a utilização dos recursos disponíveis.
Finalmente, a evolução contínua dos materiais e das tecnologias de fabricação indica que as Unidades CNC de Repuxo Metálico continuarão a desempenhar um papel fundamental na indústria moderna, especialmente à medida que novas ligas metálicas e requisitos de desempenho mais rigorosos surgem em setores como mobilidade elétrica, energias renováveis e engenharia aeroespacial. A combinação de precisão, flexibilidade e eficiência faz dessas máquinas uma solução altamente relevante para os desafios atuais e futuros da conformação de metais, consolidando sua posição como uma tecnologia-chave no panorama da manufatura avançada.
Máquina de Repuxo CNC
À medida que a complexidade das peças aumenta e as exigências de desempenho estrutural e acabamento superficial se tornam mais rigorosas, a Unidade CNC de Repuxo Metálico passa a incorporar conceitos ainda mais avançados de engenharia de processo, especialmente no que diz respeito à modelagem do fluxo plástico do material durante a conformação. A simulação numérica por métodos como elementos finitos (FEM) tornou-se uma ferramenta indispensável no desenvolvimento de novos produtos e na otimização de ciclos produtivos, permitindo prever com elevada precisão fenômenos como distribuição de tensões, redução de espessura, formação de rugas e risco de ruptura. Esses modelos são frequentemente integrados ao ambiente CAD/CAM, possibilitando ajustes iterativos no design da peça e nos parâmetros de processo antes mesmo da produção física, reduzindo custos com prototipagem e minimizando falhas operacionais.
Outro avanço relevante está na adaptação da máquina para operações híbridas, nas quais o repuxo é combinado com outras tecnologias de manufatura, como corte, furação, rosqueamento ou até mesmo processos de aquecimento localizado. Essa abordagem multifuncional transforma a unidade em uma célula de produção altamente versátil, capaz de executar múltiplas etapas de fabricação em um único setup, reduzindo tempos de ciclo e eliminando etapas intermediárias de manuseio. Em alguns casos, sistemas de aquecimento por indução são integrados para permitir o repuxo a quente ou morno, especialmente útil para materiais de baixa ductilidade em temperatura ambiente, ampliando significativamente o espectro de aplicações da máquina.
A precisão dimensional alcançada por essas unidades também está diretamente relacionada ao controle de compensações dinâmicas, que levam em consideração deformações elásticas da estrutura da máquina, desgaste de ferramentas e variações térmicas ao longo do ciclo produtivo. Sistemas avançados de controle são capazes de aplicar correções em tempo real, ajustando a trajetória da ferramenta para compensar desvios detectados por sensores ou previstos por modelos matemáticos. Isso é particularmente importante em aplicações de alta exigência, como componentes aeroespaciais ou peças para sistemas de pressão, onde tolerâncias mínimas são críticas para o desempenho e a segurança do produto final.
No âmbito da ferramentaria, observa-se uma evolução significativa nos materiais e geometrias dos roletes de repuxo e mandris. O uso de aços ferramenta de alta resistência ao desgaste, tratamentos térmicos avançados e revestimentos como nitretos ou carbonetos contribui para aumentar a vida útil das ferramentas e manter a qualidade do processo ao longo de longos ciclos de produção. Além disso, o design otimizado dessas ferramentas, considerando raios de contato, ângulos de ataque e acabamento superficial, influencia diretamente o comportamento do material durante a conformação, podendo reduzir esforços necessários e melhorar a uniformidade da espessura da peça.
A rastreabilidade do processo também ganha destaque em ambientes industriais modernos, onde cada peça produzida pode ser associada a um conjunto completo de dados operacionais, incluindo parâmetros de máquina, condições ambientais e histórico de ferramentas utilizadas. Essa rastreabilidade é essencial para setores regulados, permitindo auditorias detalhadas e garantindo conformidade com normas técnicas internacionais. Sistemas integrados de gestão da produção (MES) e de planejamento de recursos empresariais (ERP) frequentemente se conectam às unidades CNC, criando um fluxo contínuo de informações que abrange desde o pedido do cliente até a entrega do produto final.
A ergonomia e a interação homem-máquina continuam evoluindo, com interfaces cada vez mais orientadas à visualização tridimensional e à simulação em tempo real. Operadores podem acompanhar o processo em ambientes virtuais, ajustar parâmetros de forma intuitiva e até mesmo utilizar recursos de realidade aumentada para manutenção e setup da máquina. Isso reduz significativamente o tempo de treinamento e aumenta a eficiência operacional, ao mesmo tempo em que diminui a probabilidade de erros humanos.
Do ponto de vista energético, há uma clara tendência de substituição de sistemas hidráulicos tradicionais por soluções eletromecânicas mais eficientes, quando tecnicamente viável. Atuadores elétricos oferecem maior precisão de controle, menor consumo de energia em regimes intermitentes e redução de custos de manutenção, além de eliminarem riscos associados a vazamentos de fluido hidráulico. No entanto, em aplicações que exigem forças extremamente elevadas, os sistemas hidráulicos ainda mantêm relevância, muitas vezes sendo integrados de forma híbrida com componentes elétricos para aproveitar o melhor de cada tecnologia.
A competitividade global no setor de máquinas de conformação metálica impulsiona a inovação contínua, com fabricantes buscando diferenciação por meio de maior desempenho, conectividade e inteligência embarcada. A incorporação de algoritmos de inteligência artificial permite, por exemplo, ajustar automaticamente parâmetros de processo com base em dados históricos, adaptando a operação a variações de material ou condições ambientais sem intervenção manual. Isso não apenas melhora a qualidade do produto, mas também reduz desperdícios e aumenta a eficiência geral da linha de produção.
Em um cenário industrial cada vez mais orientado à customização em massa, a capacidade de alternar rapidamente entre diferentes geometrias de peças sem necessidade de trocas extensivas de ferramentas torna a Unidade CNC de Repuxo Metálico uma solução particularmente estratégica. Essa flexibilidade, combinada com altos níveis de automação e integração digital, posiciona esse tipo de equipamento como um elemento central na transição para fábricas inteligentes, onde a produção é altamente adaptável, eficiente e orientada por dados em tempo real, atendendo às demandas dinâmicas de mercados cada vez mais exigentes e diversificados.
A continuidade dessa evolução tecnológica está fortemente associada à convergência entre engenharia mecânica, ciência dos materiais e sistemas ciberfísicos, o que transforma a Unidade CNC de Repuxo Metálico em um ativo estratégico dentro de ecossistemas industriais altamente digitalizados. Um dos pontos mais críticos nesse contexto é a capacidade de adaptação automática a variações intrínsecas do material, como anisotropia, variações de espessura do blank ou diferenças no histórico metalúrgico de cada lote. Sensores embarcados e algoritmos avançados de controle adaptativo permitem que a máquina ajuste em tempo real parâmetros como pressão, velocidade de avanço e trajetória da ferramenta, reduzindo a dependência de calibrações manuais e aumentando a robustez do processo frente a variabilidades inevitáveis na matéria-prima.
Outro aspecto relevante é o aprofundamento da integração entre o gêmeo digital (digital twin) da máquina e sua operação física. Nesse modelo, uma representação virtual detalhada da Unidade CNC de Repuxo Metálico replica em tempo real o comportamento do equipamento, recebendo dados contínuos de sensores e permitindo simulações preditivas altamente precisas. Isso possibilita não apenas a otimização de novos processos antes de sua implementação, mas também a detecção antecipada de falhas, análise de desempenho e planejamento de manutenção com base em condições reais de operação, em vez de intervalos fixos. Essa abordagem reduz significativamente o tempo de inatividade não planejado e melhora a disponibilidade geral do equipamento.
A complexidade crescente das geometrias produzidas também impulsiona o desenvolvimento de estratégias de trajetória cada vez mais sofisticadas, que levam em consideração não apenas a forma final desejada, mas também o caminho ótimo de deformação do material. Isso inclui o uso de perfis de avanço não lineares, múltiplos passes com diferentes condições de carga e até mesmo estratégias assimétricas para compensar efeitos como retorno elástico (springback). O domínio dessas técnicas exige não apenas capacidade computacional avançada, mas também profundo conhecimento dos mecanismos de deformação plástica e das limitações físicas dos materiais envolvidos.
No campo da sustentabilidade, a Unidade CNC de Repuxo Metálico apresenta vantagens intrínsecas, como a elevada eficiência no uso de material e a redução de sucata em comparação com processos subtrativos. No entanto, novas demandas ambientais estão levando ao desenvolvimento de soluções ainda mais eficientes, incluindo sistemas de recuperação de energia, otimização do consumo elétrico em режимes de baixa carga e uso de lubrificantes ecológicos ou processos de conformação a seco. Além disso, a possibilidade de reciclagem direta de aparas e rejeitos dentro da própria linha de produção contribui para a implementação de modelos de economia circular.
A confiabilidade operacional dessas unidades também depende fortemente de estratégias avançadas de manutenção, que vão além da abordagem corretiva tradicional. A manutenção preditiva baseada em análise de vibração, monitoramento térmico e avaliação de assinaturas elétricas dos motores permite identificar desgastes incipientes em componentes críticos como fusos, rolamentos e guias lineares. Com isso, intervenções podem ser planejadas de forma precisa, evitando falhas catastróficas e prolongando a vida útil dos componentes. Em ambientes industriais de alta exigência, essa abordagem é frequentemente complementada por contratos de manutenção remota, nos quais especialistas monitoram o desempenho da máquina em tempo real e fornecem suporte técnico imediato.
A modularidade no design das Unidades CNC de Repuxo Metálico também se destaca como uma tendência importante, permitindo que fabricantes configurem máquinas sob medida para aplicações específicas. Isso inclui a possibilidade de adicionar eixos adicionais, integrar diferentes tipos de ferramentas ou adaptar sistemas de fixação para geometrias não convencionais. Essa flexibilidade de configuração reduz o tempo de desenvolvimento de novos projetos e permite uma rápida resposta às demandas do mercado, especialmente em setores onde a inovação de produto ocorre em ciclos curtos.
Além disso, a segurança operacional continua sendo um fator crítico, especialmente considerando a alta energia envolvida nos processos de conformação. Sistemas modernos incorporam múltiplas camadas de proteção, incluindo monitoramento contínuo de condições anormais, zonas de segurança com sensores redundantes e protocolos automáticos de parada em caso de falha. A integração desses sistemas com plataformas digitais também permite o registro detalhado de eventos, facilitando análises posteriores e a melhoria contínua dos procedimentos operacionais.
A internacionalização dos padrões industriais e a necessidade de conformidade com normas técnicas rigorosas também influenciam o desenvolvimento dessas máquinas. Certificações relacionadas à segurança, eficiência energética e qualidade de produção tornam-se cada vez mais relevantes, especialmente para fabricantes que atuam em mercados globais. Nesse contexto, a capacidade da Unidade CNC de Repuxo Metálico de operar de forma consistente e documentada, com rastreabilidade completa dos processos, representa um diferencial competitivo significativo.
Por fim, a perspectiva futura aponta para uma integração ainda mais profunda entre essas unidades e sistemas autônomos de produção, nos quais decisões operacionais são tomadas de forma descentralizada com base em dados em tempo real. A combinação de inteligência artificial, conectividade avançada e automação colaborativa tende a transformar a Unidade CNC de Repuxo Metálico em um componente ativo de redes industriais inteligentes, capazes de se auto-otimizar e se adaptar dinamicamente às condições de produção. Esse cenário reforça o papel central dessa tecnologia na manufatura avançada, consolidando sua relevância em um ambiente industrial cada vez mais orientado por eficiência, flexibilidade e inovação contínua.
À medida que os requisitos industriais continuam a evoluir em direção a tolerâncias mais restritas, maior repetibilidade e ciclos produtivos mais curtos, a Unidade CNC de Repuxo Metálico passa a incorporar níveis ainda mais elevados de sofisticação em termos de controle de processo e inteligência embarcada. Um dos desenvolvimentos mais relevantes nesse cenário é a implementação de sistemas de controle baseados em modelos físicos avançados, capazes de prever o comportamento do material durante a deformação e ajustar os parâmetros de forma preditiva, em vez de apenas reativa. Esses sistemas utilizam equações constitutivas complexas que descrevem o comportamento plástico dos metais, considerando fatores como encruamento, sensibilidade à taxa de deformação e efeitos térmicos, permitindo uma aproximação muito mais precisa entre o modelo teórico e a realidade operacional.
Paralelamente, a crescente capacidade computacional dos controladores CNC permite a execução de algoritmos em tempo real que anteriormente eram restritos a ambientes de simulação offline. Isso inclui, por exemplo, a otimização contínua das trajetórias de ferramenta com base em critérios multicritério, como minimização de tensões internas, uniformidade de espessura e redução de tempo de ciclo. Essa abordagem transforma o processo de repuxo em um sistema dinâmico e adaptativo, no qual cada peça produzida pode ser ligeiramente otimizada com base nas condições específicas observadas durante sua fabricação.
Outro vetor de inovação está relacionado à integração de tecnologias de medição in-process, que permitem a verificação dimensional da peça ainda durante a conformação. Sensores ópticos, sistemas de medição a laser e câmeras de alta resolução podem ser utilizados para monitorar o perfil da peça em tempo real, detectando desvios em relação ao modelo nominal e acionando correções automáticas no processo. Essa capacidade reduz drasticamente a necessidade de inspeções posteriores e aumenta a confiabilidade do produto final, especialmente em aplicações críticas onde falhas não são toleradas.
A interação entre o operador e a máquina também continua a evoluir, com a introdução de interfaces baseadas em inteligência artificial que auxiliam na tomada de decisão. Em vez de depender exclusivamente da experiência do operador, o sistema pode sugerir parâmetros de processo, identificar anomalias e até mesmo recomendar ações corretivas com base em bancos de dados históricos e aprendizado contínuo. Isso não apenas reduz a curva de aprendizado para novos operadores, mas também padroniza o nível de qualidade independentemente da variabilidade humana.
No contexto da cadeia de suprimentos, a conectividade dessas unidades permite sua integração direta com sistemas de planejamento e logística, possibilitando uma produção mais sincronizada com a demanda real. A Unidade CNC de Repuxo Metálico pode receber ordens de produção automaticamente, ajustar seus parâmetros para diferentes lotes sem intervenção manual significativa e fornecer feedback em tempo real sobre o status da produção. Essa integração contribui para a redução de estoques intermediários, melhoria no cumprimento de prazos e maior transparência ao longo de toda a cadeia produtiva.
A robustez operacional também é ampliada por meio do uso de materiais avançados na construção da própria máquina, como ligas metálicas de alta resistência, compósitos estruturais e elementos com tratamento superficial especializado para redução de desgaste e atrito. Esses avanços não apenas aumentam a durabilidade do equipamento, mas também contribuem para a estabilidade dimensional ao longo do tempo, reduzindo a necessidade de recalibrações frequentes.
Em termos de aplicações emergentes, observa-se uma expansão do uso do repuxo CNC em setores que demandam soluções leves, eficientes e de alto desempenho, como a mobilidade elétrica, onde componentes metálicos com geometria otimizada são essenciais para redução de peso e melhoria da eficiência energética. Da mesma forma, na indústria de energias renováveis, peças produzidas por repuxo são utilizadas em sistemas de armazenamento, refletores e componentes estruturais que exigem alta precisão e resistência mecânica.
A padronização e a interoperabilidade entre diferentes sistemas industriais também se tornam cada vez mais importantes, especialmente em ambientes onde máquinas de diferentes fabricantes precisam operar de forma integrada. Protocolos de comunicação abertos e arquiteturas baseadas em padrões internacionais permitem que a Unidade CNC de Repuxo Metálico se conecte facilmente a outros equipamentos, sistemas de supervisão e plataformas de análise de dados, criando um ecossistema industrial coeso e altamente eficiente.
Finalmente, a evolução contínua dessas unidades aponta para um futuro em que a distinção entre máquina e sistema de produção se torna cada vez mais difusa. A Unidade CNC de Repuxo Metálico deixa de ser apenas um equipamento isolado e passa a atuar como um nó inteligente dentro de uma rede de manufatura distribuída, capaz de tomar decisões autônomas, aprender com sua própria operação e colaborar com outros sistemas para atingir objetivos globais de eficiência, qualidade e sustentabilidade. Essa transformação redefine não apenas a tecnologia em si, mas também a forma como a produção industrial é concebida, planejada e executada em um contexto cada vez mais digital e interconectado.
Máquina CNC para Repuxo e Conformação de Metais

A Máquina CNC para Repuxo e Conformação de Metais representa uma solução altamente avançada dentro do universo da manufatura por deformação plástica, combinando a precisão do controle numérico com a versatilidade dos processos de conformação rotacional e incremental. Esse tipo de equipamento é projetado para transformar chapas metálicas planas em geometrias complexas, geralmente axisimétricas, por meio da aplicação controlada de forças localizadas enquanto a peça gira em torno de um eixo, permitindo um controle extremamente refinado sobre o fluxo do material.
No núcleo dessa máquina está o princípio do repuxo metálico assistido por CNC, no qual um blank circular é fixado contra um mandril rotativo e deformado progressivamente por ferramentas de conformação, normalmente roletes, que seguem trajetórias programadas com alta precisão. A presença do controle numérico permite que essas trajetórias sejam definidas com base em modelos digitais, garantindo repetibilidade absoluta e possibilitando a execução de perfis complexos que seriam impraticáveis em sistemas convencionais. A interpolação simultânea de múltiplos eixos — tipicamente X e Z, com possíveis extensões para eixos adicionais — permite não apenas o controle geométrico, mas também a modulação da força e da velocidade de deformação ao longo de todo o processo.
Além do repuxo tradicional, essas máquinas frequentemente incorporam capacidades adicionais de conformação, como estiramento, compressão localizada, flangeamento, recalcamento e até operações combinadas que integram corte e acabamento em um único ciclo produtivo. Essa multifuncionalidade transforma o equipamento em uma célula de manufatura altamente eficiente, reduzindo a necessidade de processos subsequentes e minimizando o manuseio da peça entre diferentes estágios de produção. Em aplicações mais avançadas, pode-se integrar aquecimento localizado, permitindo a conformação de materiais com menor ductilidade em condições controladas de temperatura.
Do ponto de vista estrutural, a máquina é construída para suportar cargas elevadas com mínima deformação, utilizando bases robustas, guias de alta precisão e sistemas de acionamento dimensionados para garantir estabilidade dinâmica mesmo em regimes de alta rotação. O spindle principal desempenha um papel crítico, sendo projetado para oferecer alto torque e rigidez, enquanto sistemas de fixação como contrapontos hidráulicos ou servoacionados garantem a estabilidade do blank durante todo o processo. A qualidade desses componentes é determinante para a obtenção de tolerâncias dimensionais rigorosas e acabamento superficial de alto nível.
O sistema CNC atua como o cérebro da máquina, coordenando todos os movimentos e parâmetros de processo com base em programas previamente definidos ou ajustados em tempo real. Interfaces modernas permitem a integração com sistemas CAD/CAM, facilitando a conversão direta de modelos tridimensionais em trajetórias de ferramenta. Além disso, recursos como simulação virtual, detecção de colisão e otimização automática de parâmetros contribuem para reduzir o tempo de setup e aumentar a segurança operacional.
A incorporação de sensores e sistemas de monitoramento em tempo real permite um controle mais preciso das variáveis críticas do processo, como força aplicada, posição da ferramenta, vibração e temperatura. Esses dados são utilizados tanto para garantir a qualidade da peça quanto para alimentar sistemas de análise que podem identificar padrões de desgaste, prever falhas e sugerir melhorias no processo. Em ambientes industriais avançados, essas máquinas são frequentemente conectadas a redes digitais, permitindo monitoramento remoto, coleta de dados em larga escala e integração com sistemas de gestão da produção.
Em termos de materiais, a Máquina CNC para Repuxo e Conformação de Metais é capaz de trabalhar com uma ampla gama de ligas, incluindo aços carbono, aços inoxidáveis, alumínio, cobre e materiais especiais de alta resistência. A escolha dos parâmetros de processo — como velocidade de rotação, avanço da ferramenta e força aplicada — é crítica para garantir uma deformação homogênea, evitando defeitos como enrugamento, trincas ou variações indesejadas de espessura. O conhecimento do comportamento metalúrgico do material, incluindo sua ductilidade, limite de escoamento e tendência ao encruamento, é essencial para a otimização do processo.
A eficiência desse tipo de máquina também se reflete na redução de desperdício de material, uma vez que o processo de repuxo é essencialmente conformativo e não subtrativo. Isso, aliado à possibilidade de produzir peças complexas com menor necessidade de ferramentais dedicados, torna a tecnologia particularmente atrativa para produções flexíveis, prototipagem e lotes médios, onde a rapidez de adaptação é um fator competitivo importante.
No cenário atual da manufatura avançada, essas máquinas desempenham um papel central na transição para sistemas produtivos mais inteligentes e conectados. A integração com conceitos de Indústria 4.0, como análise de dados em tempo real, manutenção preditiva e otimização baseada em inteligência artificial, amplia significativamente o potencial dessas unidades, transformando-as em plataformas dinâmicas capazes de evoluir continuamente com base em dados operacionais.
A tendência futura aponta para máquinas ainda mais autônomas, capazes de ajustar seus próprios parâmetros, aprender com ciclos anteriores e se adaptar automaticamente a novas geometrias e materiais, reduzindo drasticamente a necessidade de intervenção humana e elevando o padrão de qualidade e eficiência na conformação de metais.
A sofisticação crescente da Máquina CNC para Repuxo e Conformação de Metais está diretamente ligada à necessidade de controlar com extrema precisão não apenas a geometria final da peça, mas também a evolução microestrutural do material ao longo do processo de deformação. Durante o repuxo, o material sofre um histórico complexo de tensões e deformações que pode induzir anisotropias, gradientes de dureza e variações locais de espessura, exigindo uma abordagem altamente controlada para garantir integridade estrutural e desempenho funcional. Nesse contexto, a capacidade da máquina de modular continuamente parâmetros como avanço, pressão e velocidade angular permite uma gestão refinada do encruamento e da distribuição de deformações, reduzindo a probabilidade de falhas e melhorando a uniformidade do produto final.
Outro elemento crítico reside na interação tribológica entre ferramenta e peça, que influencia diretamente tanto a qualidade superficial quanto a estabilidade do processo. O controle do atrito, por meio de sistemas de lubrificação inteligentes e seleção adequada de materiais e revestimentos das ferramentas, é essencial para evitar fenômenos como aderência, desgaste prematuro e marcas indesejadas na superfície da peça. Em aplicações de alta exigência estética ou funcional, como componentes expostos ou peças de precisão, esse controle torna-se ainda mais rigoroso, muitas vezes exigindo o uso de lubrificantes especiais, texturização controlada das ferramentas e monitoramento contínuo das condições de contato.
A dinâmica do sistema máquina também desempenha um papel fundamental, especialmente em operações de alta velocidade ou com geometrias complexas. Vibrações, mesmo em níveis reduzidos, podem comprometer a qualidade dimensional e superficial da peça, além de acelerar o desgaste de componentes críticos. Por isso, projetos modernos incorporam análises avançadas de dinâmica estrutural, utilizando técnicas como análise modal e otimização topológica para garantir que a máquina opere em regimes estáveis, longe de frequências naturais que possam induzir ressonância. Além disso, sistemas de controle ativo podem ser utilizados para compensar vibrações em tempo real, aumentando ainda mais a estabilidade do processo.
A precisão do posicionamento das ferramentas é outro fator determinante, sendo frequentemente alcançada por meio de sistemas de medição direta com encoders lineares de alta resolução, eliminando erros associados a folgas mecânicas ou deformações térmicas. Essa precisão é particularmente importante em operações que envolvem múltiplos passes ou geometrias com tolerâncias apertadas, onde pequenos desvios podem se acumular e resultar em peças fora de especificação. A capacidade de recalibrar automaticamente a posição das ferramentas com base em medições internas contribui significativamente para a consistência do processo ao longo do tempo.
No campo da automação, a integração com sistemas robóticos e dispositivos periféricos amplia significativamente a capacidade produtiva dessas máquinas. Sistemas automatizados de carga e descarga, alinhamento de blanks e inspeção pós-processo permitem a operação contínua com mínima intervenção humana, reduzindo custos operacionais e aumentando a produtividade. Em linhas de produção mais avançadas, múltiplas máquinas podem ser interligadas em células flexíveis, compartilhando recursos e coordenando operações de forma sincronizada, o que maximiza a utilização dos equipamentos e reduz gargalos produtivos.
A adaptabilidade da máquina a diferentes tipos de produto também é um fator estratégico, especialmente em mercados que demandam alta variedade e personalização. A possibilidade de reprogramar rapidamente trajetórias de ferramenta e ajustar parâmetros de processo sem necessidade de alterações físicas significativas no equipamento permite uma transição ágil entre diferentes geometrias e especificações. Isso é particularmente relevante em ambientes de produção sob demanda, onde a flexibilidade operacional é tão importante quanto a eficiência.
A digitalização completa do processo de conformação também abre caminho para a implementação de sistemas avançados de rastreabilidade e controle de qualidade. Cada peça produzida pode ser associada a um conjunto detalhado de dados de processo, permitindo análises retrospectivas em caso de não conformidades e facilitando a melhoria contínua. Essa abordagem orientada por dados não apenas aumenta a confiabilidade do produto, mas também fornece insights valiosos para otimização futura dos parâmetros de operação.
Além disso, a crescente preocupação com sustentabilidade e eficiência energética impulsiona o desenvolvimento de soluções que minimizam o consumo de recursos sem comprometer o desempenho. Isso inclui desde a otimização de trajetórias para reduzir tempo de ciclo até o uso de sistemas regenerativos que recuperam energia durante desacelerações. A substituição de componentes tradicionais por alternativas mais eficientes, como acionamentos elétricos de alta eficiência e sistemas de controle inteligente de energia, contribui para reduzir o impacto ambiental da operação.
A evolução dessas máquinas também reflete uma mudança mais ampla na filosofia de manufatura, na qual o foco deixa de ser apenas a produção em massa e passa a incluir flexibilidade, adaptabilidade e integração digital. Nesse novo paradigma, a Máquina CNC para Repuxo e Conformação de Metais não é apenas um equipamento de produção, mas um elemento ativo em um sistema inteligente, capaz de interagir com outros dispositivos, aprender com sua própria operação e contribuir para a otimização global da cadeia produtiva. Essa transformação contínua garante que essa tecnologia permaneça relevante e essencial em um cenário industrial cada vez mais exigente e orientado por inovação.
À medida que as exigências industriais avançam em direção a níveis ainda mais rigorosos de desempenho, a Máquina CNC para Repuxo e Conformação de Metais passa a operar dentro de um regime onde pequenas variações de processo têm impacto significativo no resultado final, exigindo um controle extremamente refinado de todas as variáveis envolvidas. Nesse contexto, a caracterização detalhada do material de entrada assume papel fundamental, incluindo propriedades como curva tensão-deformação verdadeira, coeficiente de anisotropia plástica (valor r), limite de conformabilidade e sensibilidade à taxa de deformação. Esses dados alimentam modelos internos do sistema CNC ou softwares integrados que permitem ajustar automaticamente estratégias de conformação, garantindo que o material seja deformado dentro de sua janela ótima de processabilidade.
A evolução dos sistemas de acionamento também contribui diretamente para esse nível de precisão, com a utilização de servomotores de alta performance acoplados a sistemas de transmissão com folga praticamente nula, permitindo movimentos extremamente suaves e controlados mesmo sob cargas variáveis. A capacidade de aplicar perfis de aceleração e desaceleração altamente customizados reduz esforços dinâmicos indesejados, melhora a qualidade superficial e aumenta a vida útil tanto da máquina quanto das ferramentas. Em aplicações mais avançadas, o controle de força pode ser implementado de forma independente do controle de posição, permitindo que a ferramenta responda de maneira adaptativa às variações locais de resistência do material.
A complexidade do processo de repuxo CNC também exige uma abordagem integrada entre projeto de peça e processo de fabricação, onde decisões de engenharia são tomadas considerando não apenas a geometria final, mas também a viabilidade de sua obtenção por deformação plástica. Isso inclui a definição de raios mínimos, ângulos de inclinação, espessuras iniciais e sequências de passes que minimizem concentrações de tensão e evitem falhas. A colaboração entre engenheiros de produto e engenheiros de processo torna-se, portanto, essencial para explorar todo o potencial da tecnologia e garantir soluções otimizadas tanto do ponto de vista técnico quanto econômico.
A estabilidade térmica da máquina é outro fator crítico, especialmente em ambientes de produção contínua, onde variações de temperatura podem causar dilatações diferenciais e comprometer a precisão dimensional. Para mitigar esses efeitos, máquinas modernas incorporam sistemas de compensação térmica baseados em sensores distribuídos e modelos matemáticos que ajustam automaticamente as posições relativas dos componentes críticos. Em alguns casos, o controle ativo da temperatura do fluido de lubrificação e dos sistemas de acionamento também é utilizado para manter condições térmicas estáveis ao longo do tempo.
A integração com sistemas avançados de simulação continua a evoluir, permitindo não apenas a previsão do comportamento do material, mas também a otimização de toda a cadeia de processo, incluindo logística de produção, consumo energético e utilização de recursos. A simulação em tempo quase real, alimentada por dados coletados diretamente da máquina, possibilita ajustes dinâmicos que aumentam a eficiência e reduzem desperdícios, criando um ciclo contínuo de melhoria baseado em dados concretos.
No campo da inspeção e garantia da qualidade, a tendência é a incorporação de sistemas de metrologia cada vez mais precisos e integrados, capazes de realizar medições tridimensionais completas sem necessidade de remoção da peça da máquina. Tecnologias como varredura a laser, visão computacional e sensores táteis de alta precisão permitem a verificação instantânea de conformidade, reduzindo o tempo entre produção e validação e possibilitando correções imediatas em caso de desvios. Essa abordagem não apenas melhora a qualidade, mas também reduz custos associados a retrabalho e sucata.
A conectividade dessas máquinas com infraestruturas digitais mais amplas também permite a implementação de estratégias avançadas de otimização em nível de fábrica, onde múltiplos equipamentos são coordenados para maximizar a eficiência global. Algoritmos de planejamento podem distribuir cargas de trabalho de forma dinâmica, priorizar ordens de produção e ajustar sequências operacionais com base em dados em tempo real, criando um ambiente produtivo altamente responsivo e adaptável.
A evolução dos materiais utilizados nas próprias máquinas também contribui para o aumento de desempenho, com o uso de ligas de alta rigidez, componentes com tratamentos superficiais avançados e sistemas de guia com baixo coeficiente de atrito e alta durabilidade. Esses avanços reduzem a necessidade de manutenção, aumentam a precisão ao longo do tempo e permitem operar em regimes mais exigentes sem comprometer a confiabilidade.
Além disso, a crescente incorporação de inteligência artificial e aprendizado de máquina está transformando a forma como essas máquinas são operadas e otimizadas. Sistemas capazes de aprender com dados históricos identificam padrões complexos que não seriam facilmente detectados por análise convencional, permitindo ajustes automáticos que melhoram continuamente o desempenho do processo. Isso inclui desde a otimização de parâmetros de conformação até a previsão de falhas e a recomendação de ações preventivas.
Nesse cenário, a Máquina CNC para Repuxo e Conformação de Metais deixa de ser apenas um equipamento de execução e passa a atuar como um sistema inteligente, capaz de interpretar dados, tomar decisões e se adaptar continuamente às condições de operação. Essa transformação redefine o papel do operador, que passa a atuar mais como um gestor de processo do que como um executor direto, supervisionando sistemas altamente automatizados e intervindo apenas quando necessário. O resultado é um ambiente de produção mais eficiente, confiável e alinhado com as demandas de uma indústria cada vez mais orientada por dados, precisão e flexibilidade.
A maturidade tecnológica da Máquina CNC para Repuxo e Conformação de Metais também se reflete na capacidade de controlar fenômenos de segunda ordem que, em contextos menos exigentes, poderiam ser negligenciados, mas que passam a ser críticos quando se busca excelência em desempenho e repetibilidade. Entre esses fenômenos, destaca-se o retorno elástico após a conformação, conhecido como springback, que pode comprometer a precisão geométrica final da peça. Para mitigar esse efeito, estratégias avançadas são implementadas no próprio programa CNC, incluindo sobreconformação controlada, compensações geométricas baseadas em modelos preditivos e ajustes dinâmicos durante o processo, levando em consideração o comportamento específico do material e a sequência de deformações aplicada.
Outro ponto de elevada relevância é a evolução das estratégias de multiestágio no repuxo CNC, onde a peça não é formada em um único passe, mas sim por meio de uma sequência cuidadosamente planejada de operações que distribuem as deformações ao longo do tempo. Essa abordagem reduz significativamente o risco de falhas, como trincas ou enrugamento, e permite a fabricação de geometrias mais profundas ou com maiores relações altura/diâmetro. A programação desses estágios exige uma compreensão detalhada da mecânica da deformação e da interação entre passes sucessivos, sendo frequentemente suportada por simulações avançadas e validações experimentais.
A precisão no controle da espessura da parede ao longo da peça é outro desafio técnico que vem sendo progressivamente superado com o uso de sensores e algoritmos de controle sofisticados. Em aplicações críticas, onde a uniformidade de espessura está diretamente relacionada ao desempenho estrutural ou funcional, a máquina pode ajustar automaticamente a pressão e a trajetória da ferramenta para compensar variações detectadas em tempo real, garantindo um resultado mais homogêneo e dentro das especificações exigidas.
A integração de sistemas de visão computacional e inteligência artificial também permite um salto qualitativo na detecção de defeitos superficiais, como microfissuras, marcas de ferramenta ou irregularidades de acabamento. Esses sistemas podem operar em linha, analisando cada peça produzida e classificando automaticamente sua conformidade com base em critérios previamente definidos. Em casos de não conformidade, o sistema pode não apenas rejeitar a peça, mas também retroalimentar o processo com informações que permitam ajustes imediatos, criando um ciclo fechado de controle de qualidade.
No âmbito da confiabilidade operacional, a redundância de sistemas críticos passa a ser uma prática cada vez mais comum, especialmente em aplicações industriais de alta responsabilidade. Sensores duplicados, sistemas de controle com fail-safe e arquiteturas de hardware tolerantes a falhas garantem que a máquina possa operar de forma segura mesmo em condições adversas, reduzindo o risco de paradas inesperadas e aumentando a disponibilidade do equipamento.
A evolução das interfaces de programação também merece destaque, com a transição de códigos CNC tradicionais para ambientes mais visuais e intuitivos, baseados em modelagem gráfica e parametrização inteligente. Isso permite que operadores e engenheiros definam processos complexos de forma mais rápida e com menor probabilidade de erro, além de facilitar a reutilização de programas e a padronização de processos dentro da organização. A integração com bibliotecas de processos e bancos de dados de materiais contribui ainda mais para acelerar o desenvolvimento e a implementação de novos produtos.
A conectividade em nuvem e o uso de plataformas digitais colaborativas ampliam as possibilidades de monitoramento e otimização, permitindo que dados de múltiplas máquinas, localizadas em diferentes unidades produtivas, sejam analisados de forma centralizada. Isso possibilita a identificação de melhores práticas, benchmarking entre linhas de produção e implementação de melhorias de forma coordenada em toda a operação. A análise de grandes volumes de dados também abre espaço para o uso de técnicas avançadas de analytics, que podem revelar correlações complexas entre variáveis de processo e qualidade do produto.
A segurança cibernética, por sua vez, torna-se um aspecto cada vez mais relevante à medida que essas máquinas se conectam a redes industriais e à internet. A proteção contra acessos não autorizados, manipulação de dados e ataques cibernéticos passa a ser parte integrante do projeto e da operação da máquina, exigindo a implementação de protocolos robustos de autenticação, criptografia e monitoramento contínuo.
Do ponto de vista estratégico, a adoção de Máquinas CNC para Repuxo e Conformação de Metais está diretamente alinhada com a busca por maior autonomia produtiva e redução de dependência de cadeias de suprimento complexas. A capacidade de produzir internamente componentes de alta complexidade com rapidez e precisão oferece uma vantagem competitiva significativa, especialmente em cenários de instabilidade global ou necessidade de resposta rápida a mudanças de mercado.
Essa convergência de tecnologias, que engloba controle avançado, inteligência artificial, conectividade e engenharia de materiais, posiciona a Máquina CNC para Repuxo e Conformação de Metais como uma das soluções mais completas e adaptáveis dentro do panorama da manufatura moderna. Sua capacidade de evoluir continuamente, incorporando novas funcionalidades e respondendo a desafios emergentes, garante sua relevância não apenas no presente, mas também como um pilar fundamental na construção das fábricas do futuro, onde eficiência, flexibilidade e inteligência operacional são requisitos indispensáveis.
Máquina de Repuxamento CNC para Chapas
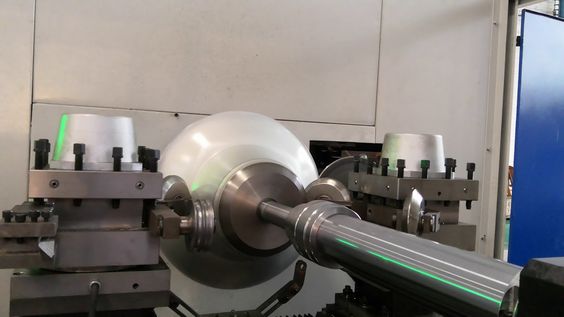
A Máquina de Repuxamento CNC para Chapas é um equipamento altamente especializado destinado à conformação de chapas metálicas planas em geometrias tridimensionais complexas por meio de deformação plástica controlada, utilizando tecnologia de comando numérico computadorizado para garantir precisão, repetibilidade e flexibilidade produtiva. Nesse tipo de máquina, o processo de repuxamento ocorre com a fixação de um blank — geralmente circular — contra um mandril rotativo, enquanto ferramentas de conformação, como roletes de repuxo, aplicam pressão progressiva sobre o material, forçando-o a fluir e assumir a forma desejada com controle rigoroso de trajetória e esforço.
O diferencial fundamental dessa máquina está na integração entre a mecânica de alta rigidez e o sistema CNC de múltiplos eixos, que permite a execução de movimentos interpolados com elevada resolução e estabilidade dinâmica. Os eixos principais, normalmente X e Z, são responsáveis pelo posicionamento e avanço das ferramentas em relação ao mandril, enquanto configurações mais avançadas podem incluir eixos adicionais para ampliar a complexidade geométrica possível. O controle preciso desses movimentos é essencial para evitar defeitos típicos do repuxamento, como enrugamento, afinamento excessivo ou falhas por ruptura, especialmente em materiais com limites de conformabilidade mais restritos.
A estrutura da máquina é projetada para suportar esforços contínuos e variáveis, utilizando bases robustas, guias lineares de alta precisão e sistemas de acionamento com baixa folga mecânica. O spindle principal desempenha um papel central, fornecendo rotação estável e torque suficiente para garantir a uniformidade do processo, enquanto sistemas de fixação como contrapontos hidráulicos ou servoacionados asseguram o posicionamento firme da chapa durante toda a operação. A combinação desses elementos resulta em um sistema capaz de operar com tolerâncias dimensionais rigorosas e excelente qualidade superficial.
No âmbito do controle de processo, a Máquina de Repuxamento CNC para Chapas permite a programação detalhada de parâmetros como velocidade de rotação, avanço da ferramenta, força aplicada e sequência de passes. Essa capacidade é fundamental para adaptar o processo às características específicas de cada material, levando em consideração fatores como ductilidade, resistência mecânica e comportamento ao encruamento. A utilização de múltiplos passes com perfis de carga diferenciados permite distribuir as deformações de forma mais homogênea, reduzindo tensões internas e aumentando a qualidade estrutural da peça final.
A integração com sistemas CAD/CAM possibilita a conversão direta de modelos tridimensionais em trajetórias de ferramenta, reduzindo o tempo de preparação e aumentando a flexibilidade da produção. Além disso, recursos de simulação permitem prever o comportamento do material antes da execução real, identificando possíveis problemas e otimizando os parâmetros de processo. Essa abordagem digital reduz significativamente o risco de erros, desperdícios e retrabalhos.
Outro aspecto relevante é a incorporação de sensores e sistemas de monitoramento em tempo real, que permitem acompanhar variáveis críticas do processo, como força, posição, vibração e temperatura. Esses dados podem ser utilizados tanto para controle imediato quanto para análise posterior, contribuindo para a melhoria contínua do processo e a implementação de estratégias de manutenção preditiva. A capacidade de detectar desvios em tempo real e ajustar automaticamente os parâmetros de operação aumenta significativamente a confiabilidade e a consistência da produção.
A versatilidade dessa máquina permite sua aplicação em diversos setores industriais, incluindo automotivo, aeroespacial, iluminação, utensílios domésticos e equipamentos industriais. Componentes como refletores, reservatórios, cones, cúpulas e peças estruturais são frequentemente produzidos por meio desse processo, aproveitando sua capacidade de gerar formas complexas com excelente aproveitamento de material.
Do ponto de vista econômico, a Máquina de Repuxamento CNC para Chapas oferece vantagens significativas, como redução de desperdício, menor necessidade de ferramentas dedicadas em comparação com processos de estampagem profunda e maior flexibilidade para produção de diferentes geometrias em um mesmo equipamento. Esses fatores contribuem para a redução de custos operacionais e aumento da competitividade, especialmente em cenários que exigem produção sob demanda ou lotes variáveis.
À medida que a indústria avança em direção a modelos mais digitais e conectados, essas máquinas tendem a incorporar cada vez mais recursos de automação, inteligência artificial e integração com sistemas de gestão, transformando-se em elementos centrais de ambientes produtivos inteligentes. A capacidade de aprender com dados operacionais, ajustar parâmetros automaticamente e se integrar a redes industriais mais amplas posiciona a Máquina de Repuxamento CNC para Chapas como uma tecnologia-chave na evolução da manufatura moderna, capaz de atender às demandas crescentes por precisão, eficiência e adaptabilidade.
A evolução contínua da Máquina de Repuxamento CNC para Chapas está diretamente associada ao aprofundamento do controle sobre o comportamento plástico dos materiais em regimes de deformação complexos, onde a interação entre tensões locais, fluxo material e condições de contorno precisa ser gerida com extrema precisão. À medida que os requisitos industriais se tornam mais rigorosos, o foco deixa de ser apenas a conformação geométrica e passa a incluir o controle integral da integridade metalúrgica da peça, o que envolve aspectos como distribuição de deformação, homogeneidade de espessura, níveis de tensões residuais e estabilidade dimensional ao longo do tempo. Nesse contexto, a máquina evolui para um sistema altamente adaptativo, capaz de ajustar suas ações com base em respostas contínuas do próprio material durante o processo.
A modelagem avançada do comportamento do material desempenha um papel central nesse nível de sofisticação, especialmente quando se consideram fenômenos como anisotropia planar das chapas, variações de propriedades entre lotes e efeitos de endurecimento por deformação acumulada. Esses fatores tornam o processo altamente não linear, exigindo estratégias de controle que vão além de simples trajetórias pré-programadas. Sistemas modernos incorporam modelos constitutivos mais complexos, frequentemente baseados em leis de fluxo plástico calibradas experimentalmente, que permitem prever com maior fidelidade a resposta do material sob diferentes estados de tensão. A partir desses modelos, o sistema CNC pode ajustar dinamicamente parâmetros operacionais para manter o processo dentro de uma janela segura de conformação.
A interação entre ferramenta e chapa também se torna progressivamente mais sofisticada, especialmente no que se refere ao controle do contato e da pressão aplicada ao longo da trajetória. O perfil de força não é mais constante, mas sim variável e adaptativo, acompanhando as mudanças geométricas e mecânicas da peça em formação. Essa abordagem permite reduzir significativamente a concentração de tensões em regiões críticas, evitando falhas prematuras e melhorando a uniformidade da espessura final. Em muitos casos, o sistema é capaz de reconhecer indiretamente o estado do material por meio de sinais como variação de torque, resistência ao avanço ou vibrações estruturais, utilizando esses dados como feedback para ajustes em tempo real.
A precisão global do sistema também depende da compensação de efeitos dinâmicos e térmicos que ocorrem durante a operação contínua. Em ciclos prolongados de produção, o aquecimento de componentes mecânicos, motores e até mesmo da própria peça pode induzir variações dimensionais que, se não forem compensadas, afetam a qualidade final. Por isso, máquinas modernas incorporam modelos térmicos integrados que correlacionam temperatura com deformação estrutural, permitindo ajustes automáticos de posição e força. Esse tipo de compensação é especialmente importante em aplicações de alta precisão, onde variações de micrômetros podem ser críticas.
No campo da automação avançada, a Máquina de Repuxamento CNC para Chapas está cada vez mais integrada a ecossistemas produtivos inteligentes, onde não apenas executa tarefas, mas também participa ativamente da tomada de decisão operacional. Isso inclui a capacidade de reconfigurar sequências de produção com base em prioridades de fábrica, disponibilidade de material e condições de desgaste das ferramentas. Em sistemas mais avançados, múltiplas máquinas compartilham dados em tempo real, permitindo otimização global da produção e distribuição dinâmica de cargas de trabalho, o que reduz gargalos e aumenta a eficiência geral do sistema produtivo.
A evolução dos sistemas de monitoramento também permite uma compreensão muito mais profunda do processo de repuxamento em si, transformando a máquina em uma fonte contínua de dados industriais. Informações como curva de força ao longo do tempo, variação de espessura estimada, resposta vibracional e comportamento térmico são registradas e analisadas continuamente, criando um histórico detalhado de cada peça produzida. Esses dados são utilizados não apenas para controle de qualidade, mas também para aprendizado contínuo do sistema, permitindo identificar padrões que levam a defeitos ou otimizações possíveis que não seriam evidentes por análise convencional.
A confiabilidade operacional é ampliada por arquiteturas de controle redundantes e sistemas de diagnóstico avançados que conseguem identificar degradações sutis antes que elas se tornem falhas críticas. Isso inclui monitoramento de desgaste de componentes mecânicos, perda de eficiência em servomotores e alterações na rigidez estrutural da máquina. Com base nessas informações, estratégias de manutenção preditiva são ativadas, permitindo intervenções programadas que minimizam paradas não planejadas e prolongam a vida útil do equipamento.
Em paralelo, a evolução dos softwares de programação CNC também transforma a forma como esses sistemas são utilizados, permitindo abordagens mais intuitivas e baseadas em modelos paramétricos. Em vez de programação manual detalhada de trajetórias, engenheiros podem definir objetivos geométricos e restrições de processo, deixando que o sistema calcule automaticamente as melhores estratégias de conformação. Isso reduz significativamente a complexidade operacional e amplia o acesso à tecnologia, permitindo sua aplicação em ambientes produtivos mais diversos.
Por fim, a Máquina de Repuxamento CNC para Chapas se insere em um contexto industrial cada vez mais orientado por autonomia, conectividade e otimização contínua, onde o equipamento não é apenas uma ferramenta de fabricação, mas um sistema inteligente capaz de evoluir com base em dados reais de operação. Essa transformação redefine profundamente o conceito de conformação metálica, aproximando-o de um modelo de manufatura adaptativa, no qual eficiência, precisão e flexibilidade coexistem de forma integrada e dinâmica dentro de um mesmo ecossistema produtivo.
Nesse estágio de maturidade tecnológica, a Máquina de Repuxamento CNC para Chapas também passa a incorporar estratégias de controle que atuam em múltiplas escalas simultaneamente, tanto no nível macroscópico da geometria global da peça quanto no nível microscópico da evolução local da deformação. Isso significa que o sistema não apenas segue uma trajetória geométrica definida, mas também interpreta o processo como um campo dinâmico de tensões e deformações em constante atualização. Essa abordagem exige modelos computacionais mais sofisticados e controladores capazes de operar em tempo real com baixa latência, ajustando parâmetros continuamente sem interromper o ciclo produtivo.
A dinâmica do fluxo plástico do material torna-se um dos principais focos de otimização, especialmente em regiões onde há mudanças abruptas de curvatura ou variações significativas de espessura. Nessas áreas, o risco de instabilidades como enrugamento ou estricção localizada aumenta consideravelmente, exigindo que a máquina modifique não apenas a intensidade da força aplicada, mas também a taxa de aplicação e o caminho efetivo da ferramenta. Essa adaptação contínua permite uma distribuição mais uniforme da energia de deformação, o que se traduz em peças com melhor integridade estrutural e menor concentração de tensões residuais.
A capacidade de aprendizado do sistema também se torna um elemento central, pois cada ciclo de produção fornece novos dados que alimentam modelos internos de otimização. Esses modelos podem identificar relações não lineares entre parâmetros de processo e qualidade final da peça, ajustando automaticamente os próximos ciclos para melhorar desempenho. Em sistemas mais avançados, isso ocorre por meio de algoritmos de aprendizado contínuo, nos quais a máquina não apenas executa instruções, mas também refina sua própria lógica operacional com base em resultados anteriores. Esse tipo de abordagem cria uma espécie de memória de processo, onde o conhecimento acumulado influencia diretamente a eficiência futura.
Outro aspecto relevante é a crescente importância da interação entre rigidez estrutural da máquina e flexibilidade operacional. Enquanto a rigidez é essencial para garantir precisão e repetibilidade sob cargas elevadas, a flexibilidade permite adaptar-se a diferentes geometrias e materiais sem perda significativa de desempenho. O equilíbrio entre esses dois fatores é obtido por meio de projetos estruturais otimizados e sistemas de controle capazes de compensar deformações elásticas em tempo real, mantendo a estabilidade dimensional mesmo sob condições variáveis de operação.
A evolução dos sistemas de feedback também permite uma visão mais completa do estado do processo, integrando múltiplas fontes de informação como sensores de força, encoders de alta resolução, medidores de temperatura e até análises acústicas da operação. A combinação desses dados cria um modelo comportamental extremamente rico, que permite inferir condições internas do processo que não são diretamente observáveis. Isso possibilita a detecção precoce de anomalias e a correção automática de desvios antes que eles afetem a qualidade da peça.
No nível produtivo, essa inteligência embarcada permite uma reorganização mais eficiente dos fluxos de fabricação, onde a máquina não apenas executa ordens, mas também contribui para a definição da melhor sequência de produção. Em ambientes industriais conectados, isso resulta em uma sinergia entre diferentes etapas do processo produtivo, reduzindo tempos de espera, minimizando estoques intermediários e aumentando a eficiência global do sistema. A máquina passa a operar como um nó ativo dentro de uma rede produtiva interligada, influenciando e sendo influenciada por outros sistemas em tempo real.
A confiabilidade também se beneficia dessa evolução, pois a detecção precoce de padrões de degradação permite intervenções mais precisas e menos disruptivas. Em vez de substituições baseadas em tempo fixo, componentes são mantidos em operação até que sinais reais de desgaste indiquem a necessidade de intervenção. Isso otimiza o uso de recursos e reduz custos operacionais sem comprometer a segurança ou a qualidade do processo.
A tendência futura aponta para um nível ainda maior de autonomia, no qual a Máquina de Repuxamento CNC para Chapas será capaz de configurar não apenas seus parâmetros internos, mas também suas estratégias de produção com base em objetivos de alto nível definidos pelo sistema de manufatura. Isso inclui a capacidade de negociar prioridades de produção, ajustar automaticamente sua participação em linhas de fabricação compartilhadas e até mesmo sugerir modificações de projeto para melhorar a manufacturabilidade de peças futuras.
Nesse cenário, o papel da máquina deixa de ser estritamente operacional e passa a ser estratégico dentro do ambiente industrial, contribuindo diretamente para decisões de engenharia, planejamento e otimização de recursos. Essa transformação consolida o repuxamento CNC como uma tecnologia não apenas de fabricação, mas como parte integrante de sistemas industriais inteligentes e autoajustáveis, onde cada componente atua de forma coordenada para alcançar níveis superiores de eficiência, qualidade e adaptabilidade.
A continuidade dessa evolução leva a Máquina de Repuxamento CNC para Chapas a operar em um regime cada vez mais próximo de um sistema ciberfísico totalmente integrado, no qual os limites entre modelagem digital e comportamento físico do processo tornam-se praticamente contínuos. Nesse contexto, a precisão não depende apenas da rigidez mecânica ou da resolução dos eixos, mas da capacidade do sistema de manter coerência entre o modelo computacional interno e o estado real do material em deformação. Isso exige sincronização extremamente rápida entre sensores, controladores e atuadores, de forma que qualquer variação detectada seja imediatamente incorporada ao ciclo de controle sem atrasos perceptíveis, garantindo estabilidade mesmo em regimes altamente dinâmicos de conformação.
O comportamento do material sob deformação progressiva passa a ser tratado como um sistema evolutivo, no qual cada incremento de carga altera não apenas a geometria, mas também as propriedades locais do material, como dureza, ductilidade e resistência ao escoamento. A máquina, nesse nível de sofisticação, precisa considerar esse histórico acumulado para tomar decisões futuras, ajustando continuamente o processo com base em um estado interno estimado do material. Isso representa uma mudança fundamental em relação a sistemas tradicionais, nos quais o material é tratado como invariável durante o ciclo de operação.
A complexidade geométrica das peças produzidas também tende a aumentar, exigindo estratégias de conformação mais elaboradas, com trajetórias tridimensionais não triviais e variações contínuas de velocidade e pressão ao longo do percurso. Em vez de movimentos uniformes, o sistema passa a executar perfis altamente modulados, nos quais pequenas alterações na trajetória podem ter impacto significativo na distribuição de tensões e na qualidade final da peça. Esse nível de controle só é possível devido à combinação de alta capacidade computacional e sistemas de acionamento extremamente responsivos, capazes de executar comandos com precisão submilimétrica em tempo real.
A interação entre múltiplos processos de fabricação dentro da mesma célula produtiva também se torna mais comum, com a Máquina de Repuxamento CNC para Chapas operando em conjunto com sistemas de corte, conformação secundária, inspeção automatizada e até tratamentos superficiais integrados. Essa integração cria fluxos produtivos contínuos, nos quais a peça evolui de forma sequencial sem necessidade de intervenções manuais significativas. O resultado é uma redução drástica no tempo total de fabricação e uma maior consistência entre peças produzidas em diferentes lotes.
O papel da simulação digital continua a se expandir, passando de uma ferramenta de validação prévia para um componente ativo do próprio processo de controle. Simulações em tempo real são alimentadas por dados reais da máquina e, por sua vez, fornecem previsões imediatas sobre o comportamento futuro do processo, permitindo ajustes antecipados antes que desvios se tornem críticos. Essa abordagem preditiva cria uma espécie de ciclo fechado entre mundo físico e digital, onde ambos se influenciam continuamente.
A confiabilidade do sistema também passa a depender fortemente da sua capacidade de autoavaliação, ou seja, da habilidade de estimar seu próprio nível de precisão e estabilidade durante a operação. Isso inclui não apenas monitoramento de falhas, mas avaliação contínua da qualidade do controle, permitindo que o sistema identifique quando está operando próximo de seus limites ideais e quando ajustes preventivos são necessários. Esse tipo de autodiagnóstico reduz significativamente o risco de degradação silenciosa do processo.
Em paralelo, o avanço dos sistemas de conectividade industrial permite que essas máquinas participem de redes de produção distribuídas globalmente, onde decisões de fabricação podem ser coordenadas entre diferentes plantas e regiões em tempo quase real. Isso cria uma estrutura produtiva altamente flexível, na qual a produção pode ser redistribuída dinamicamente com base em custos, disponibilidade de recursos ou demandas logísticas, sem perda de eficiência ou qualidade.
A evolução dos materiais utilizados tanto na máquina quanto no processo de conformação também continua a desempenhar papel importante, com o uso crescente de ligas especiais, revestimentos funcionais e superfícies projetadas para otimizar interação tribológica. Esses avanços reduzem o desgaste, aumentam a estabilidade do processo e permitem operar em condições mais extremas sem comprometer a precisão ou a vida útil dos componentes.
Em última instância, a Máquina de Repuxamento CNC para Chapas passa a ser compreendida não apenas como um equipamento de fabricação, mas como um sistema adaptativo integrado a um ecossistema industrial inteligente, no qual decisões são tomadas em múltiplos níveis hierárquicos e continuamente refinadas com base em dados reais. Essa transformação consolida um paradigma em que a manufatura deixa de ser um processo linear e previsível para se tornar um sistema dinâmico, autorregulado e altamente otimizado, capaz de evoluir continuamente junto com as demandas tecnológicas e industriais.
Sistema Automatizado CNC de Repuxo de Metal

O Sistema Automatizado CNC de Repuxo de Metal é uma solução industrial avançada de conformação por deformação plástica incremental, projetada para transformar chapas metálicas em peças tridimensionais de alta precisão com mínima intervenção humana, combinando controle numérico computadorizado, automação de processos e monitoramento inteligente em tempo real. Diferente de sistemas convencionais de repuxo manual ou semiautomático, esse tipo de equipamento integra múltiplos subsistemas coordenados que operam de forma sincronizada, incluindo spindle de alta rotação, eixos servoacionados de precisão, ferramentas de conformação como roletes ou ponteiras endurecidas e sistemas automatizados de fixação e alimentação de blanks, permitindo operação contínua e repetitiva com elevada consistência dimensional.
No núcleo do sistema está o controle CNC, responsável por coordenar todos os movimentos da máquina com base em programas gerados a partir de modelos CAD/CAM ou parâmetros paramétricos de conformação. Esse controle não apenas define trajetórias geométricas, mas também regula dinamicamente variáveis críticas como velocidade de rotação, avanço da ferramenta, pressão de contato e sequência de passes, permitindo que o processo seja ajustado em função do comportamento real do material durante a deformação. Em sistemas mais avançados, esse controle é complementado por algoritmos adaptativos que corrigem desvios em tempo real com base em feedback sensorial, elevando o nível de precisão e robustez do processo.
A automação do sistema se estende para além do próprio processo de conformação, incluindo mecanismos automáticos de carregamento e descarregamento de peças, sistemas de alinhamento de blanks, troca automatizada de ferramentas e inspeção dimensional integrada. Robôs industriais ou manipuladores cartesianos são frequentemente utilizados para garantir fluxo contínuo de produção, eliminando tempos mortos e reduzindo a dependência de operação manual. Essa integração transforma o sistema em uma célula de manufatura altamente eficiente, capaz de operar em regime quase contínuo com mínima supervisão.
Do ponto de vista mecânico, o sistema é projetado para suportar esforços significativos e variáveis, exigindo alta rigidez estrutural e estabilidade dinâmica. A interação entre o mandril rotativo e a ferramenta de repuxo gera forças complexas que precisam ser absorvidas sem deformações indesejadas na estrutura da máquina. Para isso, são utilizados componentes de alta precisão, como guias lineares pré-carregadas, fusos de esferas de alta rigidez e bases monobloco que minimizam vibrações e garantem estabilidade geométrica durante todo o ciclo de operação.
A capacidade de monitoramento em tempo real é um dos elementos mais críticos do sistema automatizado, permitindo a coleta contínua de dados como força aplicada, torque do spindle, vibração estrutural, temperatura de operação e posição exata dos eixos. Esses dados são processados por sistemas embarcados que podem identificar padrões de anomalia, prever falhas potenciais e ajustar parâmetros de operação para manter o processo dentro de limites ideais. Em aplicações mais avançadas, esses sistemas são integrados a plataformas de análise de dados industriais, permitindo otimização contínua baseada em histórico de produção.
A flexibilidade operacional é outro fator fundamental, já que o sistema deve ser capaz de produzir diferentes geometrias sem necessidade de reconfiguração mecânica extensa. Isso é possível graças à programação CNC baseada em parâmetros e à modularidade dos componentes de fixação e ferramentas. Assim, a transição entre diferentes produtos pode ser feita rapidamente, o que torna o sistema especialmente adequado para produção sob demanda, lotes médios e fabricação personalizada.
Em termos de materiais, o Sistema Automatizado CNC de Repuxo de Metal pode trabalhar com uma ampla gama de ligas metálicas, incluindo alumínio, aço carbono, aço inoxidável, cobre e ligas especiais, desde que os parâmetros de processo sejam adequadamente ajustados. O comportamento do material durante o repuxo é altamente dependente de suas propriedades metalúrgicas, exigindo controle preciso para evitar defeitos como enrugamento, afinamento excessivo ou trincas, especialmente em geometrias profundas ou complexas.
A integração com sistemas digitais industriais amplia ainda mais suas capacidades, permitindo conexão com sistemas MES, ERP e plataformas de manufatura inteligente. Isso possibilita rastreabilidade completa do processo, sincronização com demandas de produção e otimização global da cadeia produtiva. O sistema deixa de ser uma unidade isolada e passa a atuar como um nó dentro de uma rede industrial interconectada, contribuindo ativamente para decisões de planejamento e eficiência operacional.
Do ponto de vista estratégico, esse tipo de sistema representa um avanço significativo na direção da manufatura altamente automatizada e orientada por dados, reduzindo custos operacionais, aumentando a consistência da produção e permitindo maior competitividade industrial. A tendência futura aponta para sistemas ainda mais autônomos, capazes de autoajuste contínuo, aprendizado baseado em dados históricos e integração completa com ambientes de fábrica inteligente, consolidando o repuxo CNC como uma tecnologia central na conformação moderna de metais.
A continuidade do desenvolvimento do Sistema Automatizado CNC de Repuxo de Metal está cada vez mais ligada à sua capacidade de operar como um sistema autônomo de decisão dentro do ambiente produtivo, no qual o controle não se limita mais à execução de trajetórias pré-definidas, mas passa a incluir interpretação contínua do estado do processo e adaptação dinâmica baseada em múltiplas variáveis simultâneas. Isso significa que o sistema precisa lidar com incertezas inerentes ao comportamento dos materiais metálicos, às variações de lote, às condições ambientais e ao desgaste progressivo de ferramentas, tudo isso sem interromper o ciclo produtivo e mantendo padrões consistentes de qualidade.
Nesse contexto, o conceito de controle adaptativo evolui para níveis mais avançados de inteligência operacional, nos quais o sistema não apenas corrige desvios, mas antecipa tendências de instabilidade antes que elas se manifestem de forma crítica. Isso é possível por meio da correlação entre grandes volumes de dados históricos e sinais em tempo real, permitindo identificar padrões sutis que indicam, por exemplo, início de fadiga de ferramenta, variação na ductilidade do material ou alterações térmicas que possam comprometer a precisão geométrica. Essa capacidade preditiva transforma o processo de repuxo em uma operação muito mais estável e resiliente, mesmo sob condições industriais variáveis.
A evolução dos modelos digitais associados ao sistema também desempenha um papel central, especialmente no conceito de gêmeo digital continuamente atualizado. Nesse modelo, cada ciclo de repuxo executado na máquina alimenta um ambiente virtual que replica com alto grau de fidelidade o comportamento físico do sistema real. Esse ambiente não é apenas uma simulação estática, mas um modelo dinâmico que aprende com cada operação, ajustando seus parâmetros internos e refinando suas previsões. Com isso, torna-se possível testar virtualmente diferentes estratégias de conformação em paralelo à produção real, reduzindo riscos e aumentando a eficiência de desenvolvimento de novos produtos.
A interação entre máquina e material também atinge um nível mais refinado, no qual o sistema passa a considerar o comportamento do material como um fenômeno evolutivo dependente do histórico completo de deformação. Isso implica que cada ponto da peça em formação possui um estado interno que muda continuamente à medida que a conformação avança, exigindo controle altamente localizado da força aplicada e da trajetória da ferramenta. Em vez de tratar a peça como um corpo homogêneo, o sistema passa a operar com uma representação distribuída do estado do material, o que permite ajustes muito mais precisos e evita concentrações de tensão que poderiam levar a falhas.
A automação também se expande para níveis mais amplos da célula de produção, integrando não apenas carregamento e descarregamento de peças, mas também seleção automática de programas, ajuste de parâmetros conforme o lote de material e coordenação com sistemas logísticos internos. Isso cria um fluxo contínuo em que a máquina pode operar por longos períodos com mínima intervenção humana, mantendo consistência mesmo em cenários de alta variabilidade produtiva. Em ambientes mais avançados, múltiplas máquinas compartilham informações em tempo real, permitindo balanceamento dinâmico de carga e otimização global da produção.
A precisão do sistema também depende cada vez mais da capacidade de compensar deformações estruturais microscópicas que ocorrem na própria máquina durante a operação. Mesmo materiais altamente rígidos sofrem dilatações térmicas e deformações elásticas sob carga, o que pode afetar a precisão final se não for devidamente compensado. Por isso, sistemas modernos utilizam modelos de compensação em tempo real baseados em sensores distribuídos, permitindo ajustar a posição da ferramenta com base não apenas no comando nominal, mas no estado físico real da máquina naquele instante específico.
No campo da confiabilidade, a tendência é a transição de manutenção baseada em eventos ou tempo para manutenção baseada em condição real e predição estatística. Isso significa que componentes não são substituídos por ciclos fixos, mas sim monitorados continuamente até que indicadores objetivos de degradação indiquem necessidade de intervenção. Essa abordagem aumenta significativamente a eficiência de utilização dos recursos e reduz paradas não planejadas, que são altamente custosas em ambientes industriais de alta produtividade.
A integração com sistemas industriais mais amplos também se torna cada vez mais profunda, permitindo que o Sistema Automatizado CNC de Repuxo de Metal participe ativamente de decisões de planejamento de produção em nível de fábrica. Isso inclui a capacidade de priorizar ordens com base em disponibilidade de material, restrições logísticas e otimização energética, além de ajustar sua própria programação para se alinhar com objetivos globais da produção. Nesse cenário, a máquina deixa de ser apenas um executor e passa a ser um agente ativo dentro de um sistema produtivo distribuído.
Essa convergência entre automação avançada, inteligência de processo e conectividade industrial redefine completamente o papel do repuxo metálico CNC dentro da manufatura moderna. O sistema deixa de ser uma ferramenta especializada e passa a ser uma plataforma adaptativa de conformação metálica, capaz de evoluir continuamente, aprender com sua operação e se integrar de forma orgânica a ecossistemas industriais cada vez mais complexos e interconectados, onde eficiência, flexibilidade e autonomia são elementos centrais da competitividade.
A próxima etapa na evolução do Sistema Automatizado CNC de Repuxo de Metal está diretamente relacionada à consolidação de arquiteturas industriais totalmente autônomas, nas quais a máquina deixa de depender de programação explícita detalhada e passa a operar com base em objetivos de alto nível definidos pelo sistema produtivo. Nesse paradigma, o operador ou o sistema MES não especifica apenas trajetórias e parâmetros, mas metas como qualidade geométrica, limites de espessura, tempo de ciclo e consumo energético, cabendo ao sistema CNC determinar autonomamente a melhor estratégia de execução. Isso implica uma mudança profunda na lógica de controle, que passa de determinística e sequencial para adaptativa e orientada por otimização contínua.
Esse nível de autonomia depende fortemente da capacidade do sistema de construir representações internas cada vez mais precisas do processo de conformação, incorporando não apenas dados geométricos, mas também estados físicos latentes do material e da máquina. O sistema passa a operar com modelos híbridos que combinam simulação física, aprendizado estatístico e observação direta, criando uma espécie de entendimento operacional do processo de repuxo. Essa representação permite que decisões sejam tomadas com base em múltiplos cenários possíveis, avaliando riscos e benefícios de diferentes estratégias antes de sua execução real.
A complexidade do controle também aumenta devido à necessidade de coordenar múltiplos subsistemas altamente interdependentes, como rotação do spindle, avanço da ferramenta, pressão de contato, lubrificação, temperatura e rigidez estrutural dinâmica. Cada um desses elementos não atua isoladamente, mas influencia diretamente o comportamento dos demais, criando um sistema fortemente acoplado. O desafio do controle moderno é justamente gerenciar essas interações de forma estável, evitando instabilidades emergentes que podem surgir mesmo quando cada subsistema individual está operando dentro de seus limites nominais.
O comportamento do material durante o repuxo também passa a ser interpretado com maior profundidade, considerando não apenas sua resposta imediata à deformação, mas sua evolução ao longo de todo o histórico de processamento. Isso inclui efeitos acumulativos como endurecimento progressivo, redistribuição de tensões internas e mudanças microestruturais localizadas. O sistema precisa incorporar essas dinâmicas para prever corretamente o comportamento futuro da peça, ajustando continuamente o processo para evitar desvios que poderiam comprometer a integridade final.
Em paralelo, o aumento da resolução dos sensores e da capacidade de aquisição de dados permite uma visão quase contínua do processo físico. Em vez de medições pontuais, o sistema passa a trabalhar com fluxos densos de informações, incluindo sinais vibracionais de alta frequência, variações microscópicas de força e assinaturas térmicas distribuídas. A interpretação desses sinais requer algoritmos avançados de processamento em tempo real, capazes de filtrar ruído e extrair padrões relevantes sem introduzir latência significativa no controle.
A integração entre diferentes máquinas dentro de um ambiente produtivo também evolui para estruturas cooperativas, nas quais os sistemas não apenas compartilham dados, mas também coordenam estratégias de produção de forma distribuída. Isso significa que uma Máquina de Repuxamento CNC pode ajustar sua operação não apenas com base em seu estado interno, mas também considerando o estado global da linha de produção, priorizando eficiência sistêmica em vez de otimização local. Esse tipo de coordenação exige protocolos de comunicação extremamente robustos e algoritmos de decisão distribuída.
A confiabilidade operacional torna-se ainda mais crítica nesse contexto, pois a complexidade crescente do sistema aumenta o número de possíveis modos de falha. Para lidar com isso, arquiteturas redundantes e mecanismos de auto-reconfiguração são incorporados, permitindo que o sistema continue operando mesmo na presença de falhas parciais. Em muitos casos, a máquina é capaz de degradar sua própria performance de forma controlada, mantendo produção funcional enquanto aguarda manutenção, em vez de interromper completamente o processo.
A evolução dos materiais estruturais utilizados na própria máquina também contribui para esse cenário, permitindo maior estabilidade dimensional, menor deformação térmica e maior resistência ao desgaste. Isso inclui não apenas melhorias em ligas metálicas, mas também o uso crescente de materiais compósitos e soluções híbridas que combinam rigidez, leveza e estabilidade térmica. Esses avanços reduzem a necessidade de compensações frequentes e aumentam a previsibilidade do comportamento mecânico ao longo do tempo.
Em última instância, o Sistema Automatizado CNC de Repuxo de Metal caminha para se tornar um elemento plenamente integrado a ecossistemas industriais autônomos, nos quais produção, logística, controle de qualidade e planejamento operam de forma interdependente e contínua. Nesse ambiente, a máquina não apenas executa processos de conformação, mas participa ativamente da otimização global da manufatura, contribuindo para decisões estratégicas e operando como um sistema inteligente que aprende, adapta-se e evolui continuamente dentro de um ciclo industrial dinâmico e autoajustável.
A continuidade dessa trajetória tecnológica leva o Sistema Automatizado CNC de Repuxo de Metal a um patamar em que o conceito tradicional de “programa de fabricação” se dissolve em favor de uma arquitetura orientada por comportamento, na qual o sistema responde a condições de estado em vez de seguir instruções rígidas previamente definidas. Nesse nível, o processo de repuxo deixa de ser visto como uma sequência linear de operações e passa a ser interpretado como um sistema dinâmico contínuo, no qual decisões são tomadas em microescala temporal com base em variações instantâneas do comportamento físico da peça, da ferramenta e da própria estrutura da máquina.
Essa transição exige uma capacidade de processamento em tempo real extremamente elevada, pois o sistema precisa reconciliar múltiplos fluxos de dados simultâneos sem comprometer a estabilidade do controle. O processamento não se limita mais à execução de comandos CNC tradicionais, mas envolve inferência contínua sobre estados não diretamente observáveis, como distribuição interna de tensões na chapa, nível de dano acumulado no material e evolução local de propriedades mecânicas durante a deformação. Essa inferência é construída a partir da fusão de dados sensoriais heterogêneos, criando um modelo operacional que se aproxima de uma “consciência técnica” do processo, no sentido estritamente funcional e não subjetivo.
A própria noção de trajetória de ferramenta também se torna mais complexa, deixando de ser uma curva fixa no espaço para se tornar uma superfície adaptativa dependente do estado do sistema. Em vez de seguir um caminho rígido, a ferramenta responde continuamente a variações de resistência do material, ajustando sua posição, velocidade e pressão de forma conjunta. Isso cria um comportamento emergente no qual a trajetória real só se define completamente durante a execução do processo, sendo o resultado de uma interação contínua entre modelo computacional e resposta física do material.
O controle da energia de deformação também passa a ser um elemento central de otimização. Em vez de simplesmente aplicar força suficiente para atingir uma forma desejada, o sistema busca distribuir a energia de forma controlada ao longo do tempo e do espaço da peça, minimizando concentrações localizadas que poderiam levar a falhas. Esse gerenciamento energético é particularmente importante em geometrias profundas ou com variações abruptas de curvatura, onde o material tende a apresentar comportamentos instáveis sob cargas elevadas.
A integração com ambientes digitais evolui para níveis em que a fábrica inteira pode ser vista como um único sistema computacional distribuído, no qual cada máquina contribui com dados e recebe instruções em uma rede contínua de otimização. Nesse cenário, o Sistema Automatizado CNC de Repuxo de Metal não opera isoladamente, mas como parte de um ecossistema que ajusta dinamicamente prioridades de produção, alocação de recursos e sequenciamento de tarefas com base em objetivos globais. Isso permite que decisões localmente ótimas sejam substituídas por decisões globalmente consistentes, aumentando a eficiência total do sistema produtivo.
O papel da manutenção também se transforma profundamente nesse contexto. Em vez de intervenções programadas ou reativas, o sistema passa a operar com um modelo de autoequilíbrio contínuo, no qual desgaste e degradação são compensados por ajustes operacionais progressivos. A máquina pode, por exemplo, alterar levemente estratégias de conformação para reduzir carga sobre componentes específicos quando detecta início de fadiga, redistribuindo esforços sem interromper a produção. Isso prolonga significativamente a vida útil dos sistemas mecânicos e reduz a necessidade de paradas corretivas.
A evolução dos algoritmos de controle também introduz a capacidade de exploração controlada de novos regimes operacionais. Em determinadas condições, o sistema pode testar pequenas variações de parâmetros para identificar regiões de operação mais eficientes ou mais estáveis, desde que dentro de limites seguros. Esse comportamento, semelhante a uma otimização contínua, permite que a máquina descubra configurações que não foram explicitamente previstas no projeto inicial, mas que se mostram superiores em termos de desempenho ou qualidade.
No campo da engenharia de materiais, essa evolução também influencia o próprio desenvolvimento de chapas metálicas mais adequadas ao processo CNC de repuxo, com propriedades projetadas para maximizar conformabilidade e estabilidade sob deformação incremental. Isso cria uma retroalimentação entre processo e material, na qual o equipamento influencia o desenvolvimento do material e o material, por sua vez, redefine as possibilidades do processo.
No estágio mais avançado dessa evolução, o Sistema Automatizado CNC de Repuxo de Metal se insere em um paradigma industrial no qual fabricação, simulação, controle e otimização são indistinguíveis em termos operacionais. O sistema não apenas executa produção, mas participa da definição contínua de como a produção deve ocorrer, ajustando-se em tempo real a objetivos mutáveis e condições variáveis. Essa convergência transforma a manufatura em um sistema vivo de engenharia contínua, onde eficiência, adaptabilidade e inteligência operacional são propriedades emergentes de um ecossistema totalmente integrado e autoevolutivo.
Nesse nível de maturidade, o Sistema Automatizado CNC de Repuxo de Metal começa a operar dentro de uma lógica de otimização contínua multiobjetivo, na qual não existe mais uma única função de desempenho dominante, mas sim um conjunto de critérios simultâneos que precisam ser equilibrados dinamicamente. Esses critérios incluem precisão dimensional, integridade estrutural, qualidade superficial, consumo energético, tempo de ciclo, desgaste de ferramentas e estabilidade do processo. O sistema passa a resolver esse problema como uma otimização em tempo real sob restrições físicas não lineares, ajustando constantemente sua estratégia de operação conforme o estado do sistema evolui durante a produção.
Essa abordagem exige uma arquitetura de controle hierárquica altamente sofisticada, na qual diferentes camadas do sistema tomam decisões em escalas temporais distintas. Em nível mais baixo, o controle é quase contínuo, ajustando microvariações de força e posição em resposta direta ao comportamento instantâneo do material. Em níveis intermediários, o sistema reorganiza trajetórias e parâmetros de passes conforme padrões emergentes de deformação. Já em níveis superiores, decisões estratégicas são tomadas, como alteração de sequência de fabricação, redistribuição de carga entre máquinas ou modificação de parâmetros globais de eficiência. Essa estrutura em camadas permite lidar com a complexidade sem comprometer a estabilidade do controle em tempo real.
A evolução da instrumentação embarcada também desempenha papel crítico nesse estágio. Sensores deixam de ser apenas dispositivos de medição e passam a atuar como elementos interpretativos do processo, convertendo sinais físicos complexos em variáveis de estado utilizáveis pelo sistema de controle. Isso inclui não apenas medições diretas de força, posição e temperatura, mas também inferências derivadas de padrões vibracionais, ruído acústico e resposta dinâmica da estrutura. A fusão desses sinais cria uma representação altamente rica do estado do processo, permitindo decisões mais precisas e antecipatórias.
O comportamento do material, por sua vez, passa a ser tratado como um sistema dependente de histórico completo de deformação, no qual cada incremento de carga modifica não apenas a geometria, mas também o próprio espaço de resposta futura do material. Isso significa que o sistema precisa considerar não apenas o estado atual, mas também a trajetória completa percorrida até aquele ponto, tornando o controle intrinsecamente dependente do caminho e não apenas da posição final desejada. Essa característica aumenta significativamente a complexidade do controle, mas também permite maior precisão na prevenção de falhas e na otimização da qualidade final.
A integração com sistemas de inteligência distribuída amplia ainda mais o alcance operacional dessas máquinas, permitindo que decisões locais sejam influenciadas por padrões globais observados em outras unidades produtivas. Em vez de operar como entidades isoladas, múltiplos sistemas CNC de repuxo compartilham modelos de aprendizado, experiências de processo e ajustes de otimização, criando uma rede de conhecimento industrial coletivo. Essa abordagem acelera a evolução do desempenho global, pois melhorias descobertas em uma máquina podem ser rapidamente propagadas para todo o ecossistema produtivo.
A resiliência do sistema também se torna um fator central de projeto, com capacidade de adaptação a condições inesperadas sem perda abrupta de funcionalidade. Em vez de falhar de forma binária, o sistema degrada seu desempenho de forma controlada, ajustando automaticamente níveis de precisão e produtividade conforme a disponibilidade de recursos ou o estado dos componentes. Isso permite continuidade operacional mesmo em cenários de degradação parcial, algo essencial em ambientes industriais de alta demanda.
Ao mesmo tempo, a relação entre projeto de produto e capacidade de fabricação torna-se cada vez mais integrada, com o próprio sistema CNC influenciando decisões de engenharia de produto em fases iniciais de desenvolvimento. Geometrias são ajustadas não apenas por critérios funcionais, mas também por sua “conformabilidade inteligente”, ou seja, sua compatibilidade com estratégias de repuxo automatizado altamente eficientes. Isso cria um ciclo de coevolução entre produto e processo, no qual ambos são otimizados simultaneamente.
No limite dessa evolução, o Sistema Automatizado CNC de Repuxo de Metal deixa de ser apenas uma tecnologia de conformação e passa a ser um nó ativo dentro de uma infraestrutura industrial cognitiva, capaz de perceber, interpretar e responder ao ambiente produtivo de forma contínua. A manufatura deixa de ser um conjunto de operações discretas e passa a se comportar como um sistema adaptativo unificado, no qual produção, controle, aprendizado e otimização são aspectos inseparáveis de um mesmo processo dinâmico e em constante evolução.
A Máquina CNC de Repuxo para Peças Metálicas é um equipamento de conformação por deformação plástica rotacional projetado para transformar blanks metálicos em componentes tridimensionais de alta precisão, especialmente peças axisimétricas como cones, calotas, refletores, carcaças cilíndricas, discos profundos e geometrias técnicas complexas utilizadas em setores industriais diversos. O princípio de funcionamento baseia-se na fixação da chapa metálica contra um mandril ou forma-matriz em rotação, enquanto ferramentas de repuxo controladas por CNC aplicam forças progressivas e localizadas, obrigando o material a fluir plasticamente até atingir a geometria final desejada sem remoção de material, o que resulta em elevado aproveitamento de matéria-prima e excelente integridade estrutural.
O diferencial essencial desse tipo de máquina está na combinação entre controle numérico multieixo e comportamento mecânico altamente rígido, permitindo que o processo de conformação seja executado com precisão micrométrica e repetibilidade industrial. O sistema CNC coordena simultaneamente o movimento rotacional do spindle e o avanço linear das ferramentas, controlando parâmetros críticos como velocidade de rotação, taxa de avanço, pressão de contato e número de passes de conformação. Essa sincronização é fundamental para evitar defeitos típicos do processo, como enrugamento periférico, afinamento excessivo localizado ou trincas por excesso de deformação acumulada.
Do ponto de vista construtivo, a máquina é composta por uma estrutura robusta de alta rigidez, geralmente em ferro fundido ou aço soldado estabilizado, projetada para absorver esforços dinâmicos elevados sem perda de precisão. O conjunto de acionamento inclui servomotores de alta resposta, fusos de esferas de precisão e guias lineares pré-carregadas, garantindo movimentos suaves e controlados mesmo sob carga. O spindle principal é um dos componentes mais críticos, pois deve fornecer torque constante e estabilidade rotacional para assegurar uniformidade no processo de conformação.
A versatilidade da Máquina CNC de Repuxo para Peças Metálicas permite sua aplicação em uma ampla gama de materiais, incluindo alumínio, aço carbono, aço inoxidável, cobre e ligas especiais, com parâmetros ajustados conforme a ductilidade, espessura e comportamento de encruamento de cada material. O controle preciso dessas variáveis possibilita a produção de peças com diferentes espessuras, raios de curvatura e profundidades, sem necessidade de ferramentas dedicadas complexas, o que reduz significativamente custos de fabricação e tempo de setup.
A integração com sistemas CAD/CAM é um elemento central do processo moderno, permitindo que geometrias tridimensionais sejam convertidas diretamente em trajetórias de ferramenta otimizadas. Simulações digitais frequentemente são utilizadas antes da produção real para prever o comportamento do material durante a deformação, identificar zonas críticas de tensão e ajustar parâmetros de processo de forma preventiva. Isso aumenta a confiabilidade da produção e reduz a necessidade de testes físicos repetitivos.
Em sistemas mais avançados, sensores embarcados monitoram continuamente variáveis como força aplicada, torque, vibração, temperatura e posição dos eixos, criando um ambiente de controle fechado altamente responsivo. Esses dados são utilizados tanto para ajustes em tempo real quanto para análise posterior de qualidade e manutenção preditiva, permitindo identificar desgaste de ferramentas, desvios de processo e variações de material antes que se tornem problemas críticos.
A automação também desempenha um papel crescente, com integração de sistemas de carga e descarga automática, braços robóticos e células de produção interligadas, permitindo operação contínua com mínima intervenção humana. Isso transforma a máquina em parte de uma linha de produção inteligente, capaz de operar em regime de alta eficiência e baixa variabilidade.
Em termos industriais, essa tecnologia é amplamente utilizada em setores como automotivo, aeroespacial, iluminação técnica, eletrodomésticos, equipamentos industriais e componentes decorativos de alta precisão, onde a combinação de resistência mecânica, leveza e acabamento superficial é essencial. A capacidade de produzir geometrias complexas com excelente repetibilidade torna esse tipo de máquina especialmente valioso em ambientes de produção flexível e sob demanda.
No cenário atual da manufatura avançada, a Máquina CNC de Repuxo para Peças Metálicas evolui continuamente em direção a sistemas cada vez mais autônomos, conectados e orientados por dados, nos quais a própria máquina participa ativamente da otimização do processo produtivo. Isso consolida sua posição como uma tecnologia estratégica dentro da engenharia de conformação metálica moderna, combinando precisão, eficiência e adaptabilidade em um único sistema integrado.
A evolução contínua da Máquina CNC de Repuxo para Peças Metálicas está cada vez mais associada à capacidade de operar em regimes de alta complexidade física, nos quais múltiplos fenômenos interagem simultaneamente e precisam ser gerenciados de forma integrada pelo sistema de controle. O processo de repuxo, por natureza, envolve deformação plástica não linear, contato tribológico variável e mudanças progressivas nas propriedades do material, o que torna o comportamento global altamente dependente de pequenas variações locais. Nesse contexto, o sistema CNC deixa de atuar apenas como executor de trajetórias e passa a funcionar como um regulador dinâmico do estado do processo, ajustando continuamente suas ações para manter a conformação dentro de uma janela estável de operação.
À medida que a precisão exigida pelas peças metálicas aumenta, torna-se essencial considerar não apenas a geometria final, mas também a evolução temporal da deformação ao longo de todo o ciclo de fabricação. Isso implica que cada instante do processo possui relevância própria, já que pequenas variações de força ou velocidade em fases iniciais podem se amplificar e gerar desvios significativos na etapa final. Por essa razão, o controle moderno é fortemente orientado por previsões em horizonte estendido, nas quais o sistema estima o impacto futuro de cada decisão tomada no presente, ajustando parâmetros de forma preventiva e não apenas corretiva.
O comportamento do material durante o repuxo também passa a ser interpretado com maior profundidade, levando em conta não apenas sua resposta imediata ao carregamento, mas sua evolução interna contínua. Fenômenos como encruamento progressivo, redistribuição de tensões internas e anisotropia induzida pelo processo tornam-se elementos fundamentais na modelagem do sistema. A máquina precisa manter uma representação interna atualizada do estado do material, o que permite adaptar a estratégia de conformação em função do histórico completo de deformação, e não apenas das condições instantâneas.
A interação entre ferramenta e peça também se torna mais sofisticada, com controle refinado da pressão de contato e da taxa de penetração da ferramenta ao longo da trajetória. Em vez de aplicar forças constantes, o sistema ajusta continuamente a energia transferida ao material, buscando um equilíbrio entre conformabilidade e integridade estrutural. Isso é particularmente importante em regiões geométricas críticas, onde variações abruptas de curvatura podem gerar concentrações de tensão e instabilidades locais. O controle dinâmico da interação permite suavizar essas transições e garantir uma distribuição mais homogênea da deformação.
A estabilidade dinâmica da máquina também desempenha papel fundamental na qualidade do processo, especialmente em operações de alta velocidade ou com geometrias complexas. Vibrações estruturais, mesmo de baixa amplitude, podem introduzir irregularidades superficiais ou variações dimensionais que comprometem a precisão final. Por isso, sistemas modernos incorporam estratégias de compensação ativa e passiva, que incluem desde projetos estruturais otimizados até algoritmos de cancelamento de vibração em tempo real, ajustando o comportamento dos eixos para minimizar oscilações indesejadas.
A integração entre simulação digital e execução física do processo também se torna cada vez mais profunda, criando um ciclo contínuo de feedback entre modelo e realidade. O sistema não apenas utiliza simulações para planejamento inicial, mas também atualiza constantemente seus modelos com base em dados reais de produção, refinando suas previsões ao longo do tempo. Isso permite uma aproximação progressiva entre o comportamento previsto e o comportamento real do sistema, aumentando a confiabilidade das decisões automatizadas.
Em paralelo, a crescente conectividade industrial transforma a máquina em parte de um ecossistema produtivo mais amplo, no qual diferentes equipamentos compartilham informações e coordenam suas operações de forma distribuída. Isso permite otimização global da produção, onde decisões locais são influenciadas por objetivos sistêmicos, como eficiência energética, balanceamento de carga e redução de gargalos produtivos. A máquina passa a operar não apenas como unidade isolada, mas como componente ativo de uma rede inteligente de manufatura.
A confiabilidade operacional também evolui significativamente nesse contexto, com a introdução de sistemas de diagnóstico contínuo capazes de identificar degradações sutis antes que elas afetem o desempenho do processo. Isso inclui monitoramento de desgaste de ferramentas, alterações na rigidez estrutural e variações no comportamento dos atuadores. Com base nessas informações, o sistema pode ajustar sua operação de forma gradual, evitando falhas abruptas e prolongando a vida útil dos componentes.
No nível mais avançado, a Máquina CNC de Repuxo para Peças Metálicas passa a operar como um sistema adaptativo contínuo, no qual cada ciclo de produção contribui para o aprimoramento do comportamento futuro. Isso cria um processo de evolução incremental, em que o conhecimento operacional é constantemente refinado com base em dados reais, resultando em maior eficiência, melhor qualidade e maior robustez ao longo do tempo. Nesse cenário, a manufatura deixa de ser um processo estático e passa a ser um sistema dinâmico em constante aprendizagem, no qual a máquina não apenas executa, mas também compreende e otimiza sua própria atuação dentro do ambiente produtivo.
A progressão desse tipo de sistema também conduz a um nível de integração no qual o comportamento da Máquina CNC de Repuxo para Peças Metálicas é continuamente ajustado por modelos autoatualizáveis que combinam física computacional, estatística de processo e aprendizado de máquina industrial. Nesse estágio, o controle não depende apenas de parâmetros fixos ou tabelados, mas de distribuições probabilísticas que representam o comportamento esperado do sistema sob diferentes condições operacionais. Isso permite que a máquina lide melhor com incertezas inerentes ao processo de conformação, como variações de espessura do material, heterogeneidade microestrutural e pequenas inconsistências geométricas do blank inicial.
Essa abordagem probabilística introduz uma forma mais robusta de tomada de decisão, na qual o sistema não busca uma solução única e determinística, mas sim a trajetória mais estável dentro de um conjunto de possibilidades viáveis. Cada decisão de movimento da ferramenta, por exemplo, pode ser avaliada em termos de risco de instabilidade, eficiência energética e impacto na qualidade final da peça. Isso transforma o controle em um problema contínuo de otimização sob incerteza, exigindo processamento avançado e atualização constante dos modelos internos.
Ao mesmo tempo, a interação entre diferentes escalas do processo torna-se mais evidente e mais crítica. Pequenas variações locais na interface ferramenta-material podem se propagar ao longo do tempo e influenciar significativamente a geometria global da peça. Para lidar com isso, o sistema precisa manter coerência entre modelos locais de deformação e o modelo global da peça em formação, o que exige uma arquitetura de controle multiescala altamente integrada. Essa coerência é essencial para evitar discrepâncias entre o comportamento previsto e o comportamento real, especialmente em geometrias profundas ou assimétricas.
A evolução da instrumentação também permite uma observação muito mais detalhada do processo físico, com sensores capazes de captar não apenas grandezas tradicionais como força e posição, mas também assinaturas dinâmicas complexas associadas ao comportamento do material sob deformação. Sinais acústicos de alta frequência, microvariações de vibração estrutural e respostas térmicas localizadas passam a ser utilizados como indicadores indiretos do estado interno do processo. A interpretação desses sinais requer algoritmos sofisticados de extração de características, frequentemente baseados em transformadas no domínio do tempo e frequência, além de redes neurais treinadas para reconhecer padrões de comportamento.
Essa riqueza de dados permite que o sistema desenvolva uma espécie de modelo implícito do processo, no qual o estado da máquina e o estado da peça são continuamente estimados com base em múltiplas fontes de informação. Isso reduz significativamente a dependência de medições diretas invasivas e permite ajustes mais rápidos e precisos durante a operação. Em vez de reagir a erros já ocorridos, o sistema passa a atuar de forma antecipatória, corrigindo tendências antes que elas se consolidem como defeitos.
No nível estrutural da máquina, também há uma evolução constante em direção à minimização de deformações parasitas e ao aumento da estabilidade geométrica sob carga dinâmica. Isso inclui o uso de arquiteturas mecânicas mais otimizadas, nas quais a distribuição de massa e rigidez é projetada para reduzir amplificação de vibrações e minimizar desvios sob esforço contínuo. Em paralelo, compensações ativas são aplicadas em tempo real, ajustando posições dos eixos com base em modelos de deformação estrutural previamente identificados.
A integração com sistemas de produção mais amplos também se aprofunda, criando redes industriais nas quais o fluxo de informação é tão importante quanto o fluxo físico de materiais. A Máquina CNC de Repuxo passa a compartilhar dados de desempenho, consumo energético e qualidade de produção com outras unidades, permitindo otimização coletiva de recursos. Isso possibilita decisões de escalonamento mais eficientes, nas quais a produção pode ser redistribuída dinamicamente entre diferentes máquinas conforme suas condições operacionais em tempo real.
Em termos de evolução operacional, o sistema também passa a incorporar mecanismos de autoajuste contínuo de desempenho, nos quais limites de operação são refinados ao longo do tempo com base em histórico de produção. Isso significa que a máquina aprende não apenas a executar melhor suas funções, mas também a redefinir seus próprios parâmetros ideais de operação dentro de margens seguras. Esse tipo de autoajuste progressivo aumenta a eficiência geral do sistema sem comprometer a integridade estrutural ou a qualidade das peças produzidas.
No limite desse desenvolvimento, a Máquina CNC de Repuxo para Peças Metálicas se insere em um paradigma de manufatura totalmente adaptativa, no qual produção, controle e otimização formam um único sistema contínuo. Nesse ambiente, a máquina não apenas responde ao processo, mas participa ativamente da sua definição, ajustando estratégias de fabricação em tempo real e contribuindo para a evolução global do sistema produtivo. A manufatura deixa de ser uma sequência de etapas fixas e passa a ser um processo dinâmico e auto-organizado, no qual cada operação influencia e é influenciada pelo conjunto do ecossistema industrial.
A expansão desse paradigma leva a Máquina CNC de Repuxo para Peças Metálicas a operar em um contexto onde a noção de estabilidade do processo deixa de ser um estado fixo e passa a ser entendida como uma condição dinâmica continuamente mantida por mecanismos de regulação ativa. Em vez de simplesmente evitar desvios, o sistema passa a manter o processo permanentemente no limite ótimo entre eficiência e segurança, explorando o máximo potencial de conformação do material sem ultrapassar seus limites críticos de instabilidade. Isso exige um controle extremamente refinado da margem operacional, que é constantemente recalibrada com base em feedback real de cada ciclo produtivo.
Nesse nível de sofisticação, o comportamento do sistema é fortemente influenciado por interações não lineares entre variáveis de processo, onde pequenas alterações em um parâmetro podem gerar efeitos amplificados ou até mesmo emergentes em outras partes do sistema. Por exemplo, uma leve variação na taxa de avanço da ferramenta pode alterar o regime de atrito, que por sua vez modifica a distribuição de temperatura local, influenciando diretamente a ductilidade do material naquele ponto específico. O sistema precisa ser capaz de interpretar essas cadeias causais complexas em tempo real e ajustar sua resposta de forma coerente, mantendo o equilíbrio global do processo.
A modelagem digital associada à máquina evolui para representações cada vez mais ricas, nas quais o processo de repuxo é descrito não apenas por equações determinísticas, mas por campos contínuos de probabilidade e incerteza. Isso permite que o sistema trabalhe com múltiplos cenários simultaneamente, avaliando não apenas o resultado mais provável, mas também a variabilidade esperada em torno desse resultado. Essa visão probabilística melhora significativamente a robustez do processo, especialmente em ambientes industriais onde a variabilidade de materiais e condições operacionais é inevitável.
A própria definição de qualidade da peça também se torna mais multidimensional, deixando de ser baseada apenas em critérios geométricos e passando a incluir aspectos como distribuição de tensões residuais, estabilidade sob carregamento posterior e comportamento em fadiga. Isso exige que o sistema CNC incorpore modelos mais abrangentes de avaliação, capazes de estimar propriedades funcionais da peça ainda durante o processo de fabricação. Em muitos casos, isso elimina a necessidade de testes extensivos pós-produção, já que a qualidade é garantida em tempo real durante a conformação.
A automação da tomada de decisão também se estende para níveis mais estratégicos, onde o sistema pode reorganizar sequências de produção com base em critérios globais como eficiência energética, disponibilidade de ferramentas ou prioridade de pedidos. Em vez de seguir uma ordem fixa, a máquina participa de um sistema de negociação dinâmica dentro da fábrica, ajustando sua carga de trabalho em função do estado geral do ecossistema produtivo. Isso cria uma estrutura altamente flexível, capaz de se adaptar rapidamente a mudanças de demanda ou restrições operacionais.
A confiabilidade do sistema passa a depender fortemente de sua capacidade de autoobservação contínua, na qual ele monitora não apenas o processo externo, mas também seu próprio desempenho interno. Isso inclui avaliação da precisão dos sensores, degradação de modelos preditivos e estabilidade dos algoritmos de controle. Quando desvios são detectados nesses níveis internos, o sistema pode recalibrar seus próprios parâmetros de funcionamento, mantendo a consistência global sem necessidade de intervenção externa imediata.
A evolução dos atuadores e sistemas mecânicos também contribui para esse cenário, com componentes projetados para responder de forma mais previsível e linear sob diferentes condições de carga. Isso reduz a complexidade do controle e aumenta a confiabilidade das previsões do sistema, permitindo maior agressividade na otimização de desempenho sem comprometer a estabilidade. Em paralelo, melhorias na dissipação térmica e na rigidez estrutural aumentam a capacidade da máquina de operar em regimes mais intensos por períodos prolongados.
A integração com ecossistemas industriais digitais atinge um ponto em que a máquina se torna parte de uma infraestrutura cognitiva distribuída, na qual decisões de produção são influenciadas por dados provenientes de múltiplas fontes externas, incluindo logística, mercado e cadeia de suprimentos. Isso permite que a produção seja ajustada quase em tempo real às condições externas, criando uma manufatura altamente responsiva e economicamente otimizada.
No estágio mais avançado dessa evolução, o Sistema CNC de Repuxo para Peças Metálicas deixa de ser um simples agente de transformação física e passa a atuar como um sistema adaptativo de engenharia contínua, no qual projeto, fabricação e otimização coexistem em um mesmo fluxo operacional. A distinção entre planejamento e execução praticamente desaparece, dando lugar a um ambiente industrial no qual a produção é constantemente redefinida por dados, modelos e aprendizado contínuo, resultando em um sistema manufatureiro altamente eficiente, resiliente e em permanente evolução.
Torno CNC para Conformação por Repuxo

O Torno CNC para Conformação por Repuxo é uma máquina de alta precisão destinada à fabricação de peças metálicas axisimétricas por meio de deformação plástica controlada, combinando a arquitetura de um torno CNC convencional com ferramentas específicas de repuxo que atuam sobre chapas ou blanks metálicos em rotação. Diferente de um torno de usinagem, no qual há remoção de material, aqui o processo é essencialmente conformativo, ou seja, o material é moldado por fluxo plástico progressivo, preservando praticamente todo o volume inicial da peça e resultando em alta eficiência de aproveitamento de matéria-prima.
O princípio operacional baseia-se na fixação do blank contra um mandril ou forma-matriz que gira em alta velocidade, enquanto ferramentas controladas por CNC se deslocam em eixos coordenados, aplicando forças localizadas que forçam o material a se conformar à geometria desejada. Esse movimento sincronizado entre rotação e avanço permite a formação de geometrias complexas como cones, calotas, cilindros profundos, tampas técnicas e componentes estruturais com variações controladas de espessura. O controle numérico é essencial para garantir que a trajetória da ferramenta acompanhe precisamente o comportamento do material durante a deformação, evitando defeitos como enrugamento, trincas ou afinamento excessivo.
Do ponto de vista construtivo, o torno CNC para repuxo exige elevada rigidez estrutural, pois o processo envolve forças contínuas e variáveis aplicadas sob condições dinâmicas. A estrutura principal é geralmente fabricada em ferro fundido ou aço soldado estabilizado, projetada para absorver vibrações e manter estabilidade dimensional mesmo sob cargas elevadas. O spindle principal deve apresentar alto torque e estabilidade rotacional, já que qualquer variação de velocidade pode afetar diretamente a uniformidade do fluxo do material. Os sistemas de avanço utilizam servomotores de alta precisão e fusos de esferas pré-carregados, garantindo controle fino da posição da ferramenta.
O processo de conformação por repuxo nesse tipo de torno pode ser realizado em múltiplas etapas, com passes sucessivos que reduzem gradualmente o esforço aplicado ao material e permitem maior controle sobre a distribuição de espessura. Em cada etapa, o CNC ajusta parâmetros como velocidade de rotação, avanço, profundidade de penetração da ferramenta e pressão de contato, de forma a respeitar os limites de conformabilidade do material. Esse controle é particularmente importante em materiais como aço inoxidável e ligas de alumínio de alta resistência, que apresentam comportamento mais sensível à deformação.
A integração com sistemas CAD/CAM permite que o processo seja totalmente digitalizado, com a geração automática de trajetórias a partir de modelos tridimensionais da peça final. Simulações numéricas frequentemente são utilizadas para prever o comportamento do material durante o repuxo, analisando distribuição de tensões, variação de espessura e risco de falhas. Isso reduz significativamente a necessidade de testes físicos e acelera o desenvolvimento de novos produtos, especialmente em ambientes industriais com alta diversidade de peças.
O torno CNC para conformação por repuxo também pode incorporar sistemas de automação periférica, como carregamento automático de blanks, troca de ferramentas e inspeção dimensional integrada. Em configurações mais avançadas, sensores monitoram continuamente variáveis como força de conformação, torque do spindle, vibração estrutural e temperatura, permitindo ajustes em tempo real e garantindo estabilidade do processo. Esses dados também são utilizados para manutenção preditiva, identificando desgaste de ferramentas e degradação de componentes antes que afetem a qualidade da produção.
Em termos de aplicações industriais, esse tipo de equipamento é amplamente utilizado na fabricação de componentes automotivos, aeroespaciais, iluminação técnica, recipientes metálicos, carcaças de equipamentos e peças decorativas de alta precisão. Sua principal vantagem está na capacidade de produzir geometrias complexas com excelente acabamento superficial, alta repetibilidade e baixo desperdício de material, o que o torna uma solução eficiente para produção em série e também para lotes médios com alta variação de modelos.
No contexto da manufatura avançada, o Torno CNC para Conformação por Repuxo representa uma convergência entre processos tradicionais de conformação e tecnologias digitais de controle inteligente, posicionando-se como uma solução estratégica para indústrias que buscam alta eficiência, flexibilidade produtiva e qualidade dimensional rigorosa em componentes metálicos de geometria complexa.
A evolução do Torno CNC para Conformação por Repuxo está cada vez mais ligada à capacidade de operar em regimes de deformação altamente não lineares, nos quais o comportamento do material não pode ser descrito adequadamente por relações simples entre força e deslocamento, mas exige modelos constitutivos avançados que considerem histórico de deformação, taxa de carregamento e efeitos térmicos acoplados. Nesse cenário, o sistema CNC deixa de atuar como um simples executor de trajetórias e passa a funcionar como um controlador de processo físico contínuo, ajustando simultaneamente posição, velocidade e força em função do estado instantâneo estimado da peça em formação.
O comportamento do material durante o repuxo em torno CNC é particularmente complexo porque envolve interação simultânea entre compressão localizada, estiramento e fluxo tangencial ao longo da superfície do mandril. Essa combinação gera campos de tensão altamente heterogêneos, que precisam ser gerenciados com precisão para evitar falhas como instabilidade plástica localizada ou ruptura por afinamento excessivo. O sistema precisa interpretar essas condições como um fenômeno evolutivo, no qual cada incremento de deformação altera o estado interno do material e redefine suas respostas futuras ao carregamento.
A precisão do processo depende fortemente da sincronização entre o movimento rotacional do spindle e o avanço da ferramenta de conformação, que deve seguir trajetórias cuidadosamente otimizadas para garantir distribuição uniforme de tensões. Pequenas variações nessa sincronização podem resultar em padrões indesejados de espessura ou em assimetrias geométricas, especialmente em peças profundas ou com transições abruptas de curvatura. Por isso, sistemas modernos utilizam controle em malha fechada de alta frequência, com correções contínuas baseadas em feedback sensorial direto.
A instrumentação embarcada desempenha um papel cada vez mais central nesse tipo de equipamento, permitindo a observação contínua de variáveis críticas do processo. Medições de força de contato, torque do eixo principal, vibração estrutural e variações térmicas são combinadas para gerar uma representação multidimensional do estado operacional da máquina. Essa informação é processada em tempo real por algoritmos que não apenas detectam desvios, mas também inferem causas prováveis e antecipam tendências de instabilidade antes que se manifestem de forma visível na peça.
A integração entre simulação e execução real também atinge um nível mais profundo, no qual modelos digitais não são apenas utilizados antes da produção, mas permanecem ativos durante todo o ciclo de fabricação. Esses modelos são continuamente atualizados com dados reais, criando uma representação viva do processo que evolui junto com ele. Isso permite ajustar parâmetros de forma preditiva, reduzindo a dependência de correções corretivas e aumentando a estabilidade global do sistema.
No nível estrutural, o torno CNC para repuxo precisa lidar com desafios significativos de rigidez dinâmica e estabilidade vibracional, já que o contato entre ferramenta e peça ocorre sob cargas variáveis e em regime contínuo. Para isso, a estrutura da máquina é projetada com foco em amortecimento natural de vibrações e alta rigidez torsional, enquanto sistemas ativos podem complementar esse comportamento, aplicando correções dinâmicas para neutralizar oscilações indesejadas. Essa estabilidade é essencial para garantir repetibilidade em produções seriadas e qualidade superficial consistente.
A automação do sistema também se expande para além do processo de conformação, abrangendo toda a cadeia de manipulação de peças e ferramentas. O carregamento de blanks, a remoção de peças acabadas e até mesmo a inspeção dimensional podem ser realizados de forma automatizada, criando um fluxo produtivo contínuo e altamente eficiente. Em ambientes industriais mais avançados, múltiplos tornos operam de forma coordenada, compartilhando informações e ajustando sua produção em função da demanda global e da disponibilidade de recursos.
A evolução dos sistemas de controle também permite que o próprio equipamento participe ativamente da otimização de processos, ajustando estratégias de conformação com base em histórico de produção e desempenho observado. Isso inclui a capacidade de modificar trajetórias, redistribuir esforços de deformação e ajustar parâmetros de operação para maximizar vida útil de ferramentas e minimizar consumo energético. Esse comportamento adaptativo transforma o sistema em uma entidade produtiva que aprende continuamente com sua própria operação.
Em termos de aplicação industrial, essa tecnologia se torna cada vez mais relevante em setores que exigem alta precisão geométrica e excelente desempenho mecânico, como componentes estruturais leves, peças de sistemas de pressão, elementos aeroespaciais e soluções de engenharia avançada. A combinação de flexibilidade geométrica, eficiência de material e alta repetibilidade torna o Torno CNC para Conformação por Repuxo uma solução estratégica em ambientes de manufatura moderna.
No limite dessa evolução, o sistema passa a operar como parte de um ecossistema industrial altamente integrado, no qual decisões de produção são tomadas de forma distribuída e orientadas por dados em tempo real. A manufatura deixa de ser uma sequência de operações isoladas e passa a funcionar como um sistema contínuo de adaptação e otimização, no qual o torno CNC não apenas executa conformação, mas também contribui ativamente para a inteligência global do processo produtivo.
A continuidade dessa evolução leva o Torno CNC para Conformação por Repuxo a operar dentro de um paradigma de controle altamente adaptativo, no qual o processo é tratado como um sistema dinâmico acoplado entre máquina, material e ambiente, e não mais como uma sequência determinística de operações. Nesse nível, a resposta do sistema não é definida apenas por comandos programados, mas por uma interação contínua entre modelos internos e o comportamento real observado durante a deformação. Isso significa que cada instante do processo contém informação relevante que influencia diretamente os instantes seguintes, tornando o controle intrinsecamente dependente do histórico completo de execução.
O comportamento do material assume papel central nessa dinâmica, pois o fluxo plástico durante o repuxo em torno CNC não segue trajetórias simples ou previsíveis. Em vez disso, ele responde de maneira altamente sensível a variações locais de tensão, temperatura e velocidade de deformação, criando regiões de comportamento diferenciado ao longo da peça. O sistema precisa interpretar essas variações como parte de um campo contínuo de estado, no qual cada ponto da geometria possui propriedades evolutivas que se modificam à medida que o processo avança. Isso exige uma capacidade de modelagem muito mais sofisticada do que a utilizada em processos convencionais de usinagem ou conformação estática.
A precisão do controle passa a depender fortemente da capacidade de estimar estados não diretamente observáveis, como distribuição interna de tensões residuais e grau de encruamento local do material. Esses estados não podem ser medidos diretamente em tempo real, mas podem ser inferidos a partir de sinais indiretos, como variações de torque no spindle, resposta vibracional da estrutura e alterações sutis na força de contato da ferramenta. A fusão desses dados permite ao sistema construir uma representação contínua e atualizada do estado da peça, que serve como base para todas as decisões de controle subsequentes.
A interação entre ferramenta e peça também evolui para um regime mais refinado, no qual a força aplicada não é apenas uma função da trajetória geométrica, mas uma variável continuamente modulada em função da resistência local do material. Isso permite que o sistema ajuste automaticamente a energia de deformação distribuída ao longo da superfície, evitando concentrações excessivas que poderiam levar a falhas estruturais. Em regiões críticas, o sistema pode reduzir a taxa de avanço e aumentar o número de passes, enquanto em regiões mais estáveis pode acelerar o processo para otimizar o tempo de ciclo sem comprometer a qualidade.
A estabilidade do processo depende também da capacidade de controlar efeitos dinâmicos complexos que surgem durante a operação contínua, como vibrações induzidas pelo contato intermitente entre ferramenta e material, variações térmicas acumuladas e pequenas assimetrias estruturais da máquina. Esses efeitos, se não forem compensados, podem se amplificar ao longo do tempo e introduzir desvios significativos na geometria final da peça. Para lidar com isso, sistemas modernos utilizam estratégias de compensação ativa baseadas em modelos dinâmicos da estrutura da máquina, ajustando continuamente a posição dos eixos para neutralizar essas perturbações.
A integração entre simulação digital e execução física torna-se ainda mais profunda nesse estágio, com modelos virtuais operando em paralelo ao processo real e sendo continuamente atualizados com dados provenientes dos sensores da máquina. Esse gêmeo digital dinâmico permite prever o comportamento futuro do processo com alta precisão, testando virtualmente diferentes estratégias de conformação antes de aplicá-las fisicamente. Isso reduz significativamente o risco de falhas e melhora a eficiência global do sistema, pois decisões podem ser tomadas com base em projeções em tempo quase real.
A automação também se expande para níveis mais amplos de coordenação industrial, nos quais múltiplos tornos CNC de repuxo operam de forma interligada dentro de uma rede produtiva inteligente. Nesse ambiente, a carga de produção pode ser redistribuída dinamicamente entre máquinas com base em critérios como disponibilidade, desgaste de ferramentas, consumo energético e prioridade de pedidos. Isso cria um sistema altamente flexível e resiliente, capaz de se adaptar rapidamente a variações de demanda ou restrições operacionais sem perda significativa de eficiência.
A confiabilidade do sistema passa a ser garantida por mecanismos de autoanálise contínua, nos quais o próprio equipamento avalia seu desempenho interno e identifica sinais precoces de degradação. Isso inclui monitoramento de rigidez estrutural, eficiência dos atuadores, precisão dos sensores e estabilidade dos algoritmos de controle. Quando desvios são detectados, o sistema pode ajustar automaticamente seus parâmetros operacionais ou recomendar intervenções de manutenção antes que ocorram falhas críticas, aumentando significativamente a disponibilidade operacional.
No nível mais avançado dessa evolução, o Torno CNC para Conformação por Repuxo deixa de ser apenas uma máquina de produção e passa a atuar como um agente ativo dentro de um sistema industrial cognitivo, no qual decisões são tomadas de forma distribuída e contínua com base em dados reais de operação. A manufatura se transforma em um processo adaptativo permanente, no qual projeto, produção e otimização coexistem em um mesmo fluxo integrado, e a máquina participa diretamente da evolução do próprio sistema produtivo ao qual pertence.
A progressão desse sistema leva a uma condição em que o Torno CNC para Conformação por Repuxo opera como um elemento de controle integrado dentro de um ecossistema industrial altamente interdependente, no qual a fronteira entre máquina individual e sistema produtivo coletivo praticamente desaparece. Nesse contexto, cada máquina não apenas executa tarefas de conformação, mas também contribui para a definição contínua das condições globais de produção, influenciando e sendo influenciada por um fluxo constante de dados provenientes de outras unidades, sistemas logísticos e até previsões de demanda. O resultado é uma rede produtiva que se comporta de forma emergente, na qual a eficiência global não é definida por um único controlador central, mas pelo equilíbrio dinâmico entre múltiplos agentes industriais.
O controle do processo de repuxo nesse nível passa a incorporar modelos altamente sofisticados de previsão de comportamento, nos quais o sistema avalia continuamente não apenas o estado atual da peça, mas também múltiplos cenários futuros possíveis. Essa capacidade preditiva permite que o sistema antecipe instabilidades antes que elas ocorram fisicamente, ajustando parâmetros de forma preventiva para manter o processo dentro de uma região estável de operação. Isso inclui a modulação contínua da força de contato, da velocidade de avanço e da rotação do spindle, de forma que a energia de deformação seja distribuída de maneira otimizada ao longo de todo o ciclo.
A interação entre o material e o processo torna-se ainda mais complexa quando se considera a natureza cumulativa da deformação plástica, na qual cada incremento de carga altera permanentemente a estrutura interna do material. O sistema precisa, portanto, manter uma representação evolutiva do estado metalúrgico da peça, incluindo efeitos como encruamento localizado, redistribuição de tensões residuais e alterações na ductilidade efetiva ao longo do processo. Essa representação não é estática, mas continuamente atualizada com base em sinais indiretos obtidos durante a operação, criando um modelo interno que acompanha a evolução real do material em tempo quase contínuo.
A precisão geométrica deixa de ser um objetivo puramente final e passa a ser um resultado emergente do controle contínuo do processo. Em vez de buscar apenas a forma final desejada, o sistema regula cada etapa intermediária de forma a garantir que o caminho de deformação permaneça dentro de limites seguros e otimizados. Isso reduz significativamente a ocorrência de defeitos acumulativos, já que o controle atua preventivamente em cada fase do processo, e não apenas como correção final. Essa abordagem é especialmente importante em geometrias profundas ou complexas, onde pequenas variações iniciais podem se amplificar ao longo do ciclo de conformação.
A instrumentação avançada desempenha papel essencial nesse cenário, fornecendo um fluxo contínuo de dados de alta resolução que alimenta os modelos internos do sistema. Sensores distribuídos capturam não apenas grandezas tradicionais, mas também assinaturas dinâmicas do processo, como microvibrações estruturais, variações acústicas e respostas térmicas localizadas. Esses sinais são interpretados como indicadores indiretos do estado interno da conformação, permitindo que o sistema ajuste sua operação com base em informações que não seriam acessíveis por medições convencionais isoladas.
A estabilidade operacional passa a ser gerenciada de forma ativa e contínua, com o sistema compensando automaticamente efeitos como dilatação térmica da estrutura, desgaste progressivo da ferramenta e variações na rigidez do conjunto mecânico. Em vez de tratar essas variáveis como fontes de erro inevitáveis, o sistema as incorpora ao modelo de controle, transformando-as em parâmetros observáveis que podem ser compensados em tempo real. Isso aumenta significativamente a previsibilidade do processo e reduz a variabilidade entre peças produzidas em diferentes momentos.
A automação atinge um nível em que o próprio sistema pode reorganizar sua estratégia de produção com base em objetivos globais definidos em nível de fábrica ou cadeia de suprimentos. Isso inclui decisões como priorização de lotes, ajuste de parâmetros para economia energética ou adaptação da velocidade de produção conforme restrições logísticas externas. Nesse cenário, o torno CNC não apenas executa ordens, mas participa ativamente da otimização do fluxo produtivo, operando como um nó inteligente dentro de uma infraestrutura industrial distribuída.
A evolução dos modelos digitais complementa esse processo ao fornecer um ambiente contínuo de simulação acoplada à realidade, no qual cada operação física é refletida e analisada em tempo real por um modelo virtual correspondente. Esse modelo não apenas replica o comportamento do sistema, mas também projeta possíveis trajetórias futuras, permitindo ajustes antecipatórios antes que desvios se tornem críticos. Essa integração entre simulação e execução cria um ciclo fechado de aprendizado e otimização que se retroalimenta continuamente.
No limite dessa evolução, o Torno CNC para Conformação por Repuxo se torna parte de um sistema industrial autônomo, no qual produção, controle, planejamento e otimização deixam de ser funções separadas e passam a existir como aspectos interdependentes de um único processo contínuo. A manufatura deixa de ser uma sequência de operações discretas e passa a se comportar como um sistema dinâmico autoajustável, no qual cada ação influencia o estado global do sistema e contribui para sua evolução contínua em direção a maior eficiência, estabilidade e adaptabilidade operacional.
Máquina de Repuxo com Controle Numérico Computadorizado
A Máquina de Repuxo com Controle Numérico Computadorizado é um sistema avançado de conformação de metais baseado em deformação plástica controlada, no qual uma chapa metálica é transformada em peças tridimensionais axisimétricas por meio da aplicação progressiva de forças localizadas, coordenadas por um sistema CNC de alta precisão. Nesse processo, o material não é removido, como na usinagem convencional, mas sim redistribuído plasticamente até assumir a geometria final, o que resulta em altíssimo aproveitamento de matéria-prima e excelente integridade estrutural das peças produzidas.
O princípio operacional envolve a fixação do blank metálico contra um mandril rotativo, enquanto ferramentas de repuxo controladas por eixos CNC se movem com trajetórias cuidadosamente programadas, aplicando pressão contínua e progressiva sobre a superfície do material. O sistema numérico controla simultaneamente a rotação do eixo principal e o deslocamento das ferramentas, garantindo sincronização precisa entre avanço, velocidade e força aplicada. Essa coordenação é essencial para manter o fluxo uniforme do material e evitar defeitos típicos do processo, como enrugamento periférico, afinamento localizado ou trincas por excesso de deformação.
A estrutura da máquina é projetada para suportar esforços elevados e dinâmicos, exigindo alta rigidez mecânica e estabilidade térmica. Geralmente construída em ferro fundido ou aço estrutural estabilizado, a base da máquina minimiza vibrações e deformações elásticas durante o processo. O spindle principal é um componente crítico, responsável pela rotação contínua do mandril com torque estável e baixa variação de velocidade, garantindo uniformidade na conformação. Os sistemas de movimento utilizam servomotores de alta resposta, fusos de esferas e guias lineares de precisão, permitindo controle fino da posição e da pressão da ferramenta.
O sistema CNC é o elemento central de inteligência da máquina, responsável por traduzir modelos digitais em trajetórias de conformação. A programação pode ser realizada a partir de sistemas CAD/CAM, nos quais a geometria final da peça é convertida em sequências de movimentos otimizadas. Em operações mais avançadas, o controle numérico também ajusta parâmetros em tempo real, como velocidade de avanço, pressão de contato e número de passes, adaptando o processo ao comportamento do material durante a deformação.
A interação entre ferramenta e material é altamente sensível e depende de fatores como espessura da chapa, ductilidade, resistência mecânica e taxa de encruamento. Por isso, o processo é frequentemente dividido em múltiplas etapas de conformação progressiva, nas quais a deformação é distribuída gradualmente para evitar falhas. Essa abordagem melhora significativamente a qualidade final da peça e permite a fabricação de geometrias mais profundas e complexas.
A integração com sistemas digitais industriais amplia ainda mais a capacidade operacional da máquina. Simulações de conformação podem ser realizadas antes da produção real, permitindo prever o comportamento do material, identificar regiões críticas de tensão e otimizar parâmetros de processo. Durante a operação, sensores monitoram variáveis como força aplicada, torque, vibração e temperatura, criando um sistema de controle em malha fechada altamente responsivo. Esses dados também são utilizados para análise de qualidade e manutenção preditiva.
A automação pode incluir sistemas auxiliares como carregamento automático de chapas, troca de ferramentas e remoção de peças acabadas, formando células de produção contínua com mínima intervenção humana. Isso aumenta a produtividade, reduz variabilidade e melhora a repetibilidade do processo, tornando a tecnologia adequada tanto para produção em série quanto para fabricação flexível de diferentes geometrias.
Em aplicações industriais, a Máquina de Repuxo com Controle Numérico Computadorizado é amplamente utilizada na fabricação de componentes automotivos, aeroespaciais, luminotécnicos, recipientes metálicos, carcaças técnicas e peças estruturais leves. Sua capacidade de produzir formas complexas com excelente acabamento superficial, alta resistência mecânica e baixo desperdício de material torna essa tecnologia uma solução estratégica na manufatura moderna.
No contexto atual da engenharia de produção, esse tipo de máquina representa a convergência entre conformação tradicional e controle digital avançado, integrando precisão mecânica, automação inteligente e flexibilidade produtiva em um único sistema altamente eficiente e adaptável às exigências da indústria contemporânea.
A evolução da Máquina de Repuxo com Controle Numérico Computadorizado está diretamente associada ao aumento da complexidade dos modelos de controle e à capacidade de gerenciar fenômenos físicos altamente não lineares durante o processo de deformação plástica. À medida que as exigências industriais por precisão dimensional, repetibilidade e qualidade metalúrgica aumentam, o sistema CNC deixa de ser apenas um executor de trajetórias e passa a atuar como um regulador contínuo do estado do processo, ajustando dinamicamente múltiplas variáveis em resposta ao comportamento real do material durante a conformação.
O processo de repuxo, por sua natureza, envolve interação altamente sensível entre ferramenta, material e máquina, onde pequenas variações em qualquer uma dessas partes podem gerar impactos significativos na qualidade final da peça. O sistema precisa lidar com fenômenos como instabilidade plástica, distribuição não uniforme de tensões e variações locais de espessura, que não podem ser completamente eliminados, mas sim controlados dentro de limites aceitáveis. Isso exige uma abordagem de controle baseada não apenas em geometria, mas também em energia de deformação e comportamento mecânico evolutivo do material.
Nesse contexto, o sistema CNC passa a trabalhar com modelos internos que representam o estado do processo de forma contínua e dinâmica, incorporando informações provenientes de sensores em tempo real. Variáveis como força de contato, torque do spindle, vibração estrutural e resposta térmica são integradas em um modelo unificado que permite inferir o estado interno da peça durante sua formação. Essa capacidade de inferência é essencial, pois grande parte das variáveis críticas do processo não pode ser medida diretamente sem interromper a produção.
A precisão do processo depende fortemente da capacidade de sincronizar o movimento rotacional da peça com o avanço da ferramenta de conformação, garantindo que a distribuição de forças ao longo da superfície seja homogênea e controlada. Em sistemas mais avançados, essa sincronização não é fixa, mas continuamente ajustada em função da resistência local do material, criando um comportamento adaptativo no qual o percurso da ferramenta responde ao processo em tempo real. Isso permite reduzir significativamente defeitos típicos como enrugamento, trincas e variações indesejadas de espessura.
A estabilidade térmica também desempenha papel fundamental nesse tipo de máquina, uma vez que o atrito entre ferramenta e material, combinado com esforços mecânicos contínuos, gera variações de temperatura que podem alterar propriedades do material e precisão dimensional da máquina. Para lidar com isso, sistemas modernos incorporam compensações térmicas ativas, nas quais modelos matemáticos preveem deformações estruturais e ajustam automaticamente a posição dos eixos para manter a precisão geométrica.
A integração com simulação numérica avançada permite que o processo seja parcialmente antecipado antes da execução física, mas também continuamente recalibrado durante a operação. Isso cria um ciclo de feedback entre modelo virtual e realidade física, no qual ambos evoluem simultaneamente. À medida que novos dados são coletados, os modelos tornam-se mais precisos, reduzindo incertezas e aumentando a robustez das previsões. Esse acoplamento entre simulação e execução transforma o processo em um sistema de controle preditivo altamente sofisticado.
A automação da máquina também se expande para além do controle do processo de conformação, abrangendo toda a logística de produção, incluindo alimentação automática de chapas, posicionamento preciso de blanks, troca de ferramentas e remoção de peças acabadas. Em ambientes industriais mais avançados, múltiplas máquinas operam de forma coordenada, compartilhando dados em tempo real e ajustando sua operação de acordo com a demanda global e as condições de produção. Isso resulta em uma estrutura produtiva distribuída, altamente eficiente e resiliente.
A confiabilidade do sistema passa a depender fortemente de mecanismos de monitoramento contínuo e diagnóstico preditivo, nos quais o próprio equipamento avalia seu estado operacional em tempo real. Desgaste de ferramentas, variações de rigidez estrutural e degradação de atuadores são detectados precocemente, permitindo ajustes automáticos ou intervenções programadas antes que ocorram falhas críticas. Isso aumenta significativamente a disponibilidade do sistema e reduz custos de manutenção.
No nível mais avançado de desenvolvimento, a Máquina de Repuxo com Controle Numérico Computadorizado passa a operar como um sistema adaptativo dentro de um ecossistema industrial inteligente, no qual decisões são tomadas de forma distribuída e orientadas por dados em tempo real. A manufatura deixa de ser um conjunto de operações discretas e passa a funcionar como um sistema contínuo de otimização, no qual o equipamento não apenas executa comandos, mas participa ativamente da definição da própria estratégia de produção, ajustando-se continuamente às condições do ambiente industrial e evoluindo junto com ele.
A continuação desse desenvolvimento leva a Máquina de Repuxo com Controle Numérico Computadorizado a um nível em que o comportamento do sistema passa a ser descrito como um processo de adaptação contínua em malha fechada, no qual o estado de operação não é mais estabilizado em torno de parâmetros fixos, mas mantido dentro de um espaço dinâmico de soluções ótimas que se desloca conforme as condições do processo evoluem. Isso significa que não existe mais um “ponto ideal” único de operação, mas sim uma região de equilíbrio que o sistema percorre continuamente, ajustando-se às variações de material, desgaste mecânico e condições ambientais.
Nesse cenário, o controle do processo de repuxo torna-se fortemente dependente da capacidade de estimar estados internos não observáveis diretamente, como a evolução da microestrutura do material durante a deformação e a distribuição tridimensional de tensões residuais acumuladas. Esses estados internos não podem ser medidos de forma direta sem interferir no processo, portanto são inferidos a partir de modelos matemáticos combinados com dados sensoriais de alta frequência. Essa fusão entre modelo e observação cria uma representação funcional do processo que permite ao sistema antecipar comportamentos críticos antes que eles se manifestem fisicamente.
A interação entre ferramenta e material também passa a ser governada por estratégias de controle altamente adaptativas, nas quais a força aplicada não é apenas uma resposta ao erro geométrico, mas uma variável continuamente otimizada em função da resposta mecânica instantânea do material. Isso resulta em um comportamento de conformação mais suave e distribuído, no qual a energia é introduzida de forma progressiva e controlada ao longo de toda a trajetória, reduzindo significativamente concentrações locais de deformação que poderiam levar à falha. Em vez de impor uma forma, o sistema guia o fluxo do material dentro de limites físicos otimizados.
A complexidade do sistema aumenta ainda mais quando se considera a interação entre múltiplos efeitos físicos simultâneos, como atrito variável na interface ferramenta-material, aquecimento localizado devido à deformação plástica e pequenas deformações elásticas da estrutura da máquina sob carga. Esses efeitos são fortemente acoplados e não lineares, o que significa que a alteração em uma variável pode gerar respostas inesperadas em outras partes do sistema. Para lidar com isso, o controle precisa operar com modelos dinâmicos altamente interdependentes, capazes de simular e ajustar o comportamento global em tempo real.
A evolução dos sensores industriais desempenha papel essencial nesse contexto, pois permite capturar sinais cada vez mais próximos da realidade física do processo. Em vez de medições isoladas, o sistema trabalha com fluxos contínuos de dados que incluem assinaturas vibracionais complexas, microvariações de torque, respostas acústicas estruturais e padrões térmicos distribuídos. Esses sinais são interpretados não individualmente, mas como um conjunto coerente que representa o estado global do processo de conformação. A partir dessa interpretação, o sistema consegue identificar padrões emergentes que indicam tendências de instabilidade ou oportunidades de otimização.
A integração entre controle local e coordenação global também se intensifica, criando um ambiente em que múltiplas máquinas CNC de repuxo operam de forma sincronizada dentro de uma rede industrial distribuída. Nesse modelo, decisões de produção não são tomadas isoladamente, mas considerando o estado agregado de todo o sistema produtivo, incluindo disponibilidade de materiais, carga de máquinas, consumo energético e prioridades logísticas. Isso permite uma otimização sistêmica que vai além da eficiência individual de cada equipamento, priorizando o desempenho global da planta industrial.
A confiabilidade operacional passa a ser gerenciada por mecanismos de autorregulação contínua, nos quais o sistema ajusta seus próprios limites operacionais com base em dados históricos e condições atuais de desempenho. Em vez de operar sempre dentro de margens fixas, a máquina redefine dinamicamente suas zonas seguras de operação, ampliando ou restringindo parâmetros conforme a condição real dos componentes mecânicos e eletrônicos. Isso permite maximizar desempenho sem comprometer a segurança estrutural do sistema.
A evolução dos modelos digitais também se aprofunda, com gêmeos virtuais que não apenas simulam o comportamento da máquina, mas também exploram continuamente cenários alternativos de operação, sugerindo ajustes que podem melhorar eficiência, reduzir desgaste ou aumentar qualidade. Esses modelos virtuais funcionam como extensões computacionais do sistema físico, operando em paralelo e influenciando diretamente as decisões de controle em tempo real. Isso cria uma estrutura híbrida na qual realidade física e simulação computacional se retroalimentam constantemente.
No estágio mais avançado desse desenvolvimento, a Máquina de Repuxo CNC deixa de ser um sistema isolado de fabricação e passa a integrar um ambiente industrial cognitivo, no qual produção, análise, otimização e planejamento formam um único processo contínuo e inseparável. A manufatura se transforma em um sistema adaptativo de alta complexidade, no qual o equipamento não apenas executa funções produtivas, mas participa ativamente da evolução do próprio processo industrial, ajustando-se continuamente e contribuindo para a inteligência global do ecossistema de produção.
A continuação desse desenvolvimento conduz a Máquina de Repuxo com Controle Numérico Computadorizado a operar em um regime em que a distinção entre controle, otimização e execução praticamente desaparece, dando lugar a um único processo contínuo de adaptação física e computacional. Nesse nível, o sistema não reage mais apenas a desvios observados, mas mantém uma exploração permanente do espaço operacional, ajustando microparâmetros de forma controlada para manter o processo sempre próximo de estados de máxima eficiência dentro das restrições físicas do material e da máquina. Isso cria um comportamento dinâmico no qual a operação ideal não é um ponto fixo, mas uma trajetória evolutiva ao longo do tempo.
O processo de repuxo, nesse contexto, é tratado como um sistema termodinâmico fora do equilíbrio, no qual energia, deformação e dissipação estão continuamente interagindo. O controle CNC precisa gerenciar essa dinâmica de forma a evitar transições abruptas de estado, que poderiam levar a instabilidades plásticas ou falhas estruturais na peça. Em vez de aplicar forças de forma determinística, o sistema regula fluxos de energia mecânica e térmica, mantendo o material em um regime controlado de deformação progressiva, onde a plasticidade é explorada de maneira otimizada sem ultrapassar limites críticos.
A capacidade de previsão do sistema também evolui para um nível em que múltiplos futuros possíveis são considerados simultaneamente durante a operação. Cada decisão de controle é avaliada não apenas pelo seu efeito imediato, mas pelo conjunto de trajetórias futuras que ela pode gerar no comportamento do material. Isso transforma o controle em um processo de decisão em horizonte contínuo, no qual o sistema escolhe ações que maximizam estabilidade e qualidade ao longo de todo o ciclo de conformação, e não apenas em um instante isolado.
A interação entre ferramenta e peça torna-se ainda mais refinada quando se considera a variabilidade espacial do material. Diferentes regiões da chapa podem apresentar comportamentos distintos devido a variações microscópicas na microestrutura, orientação cristalográfica ou histórico de processamento anterior. O sistema precisa reconhecer essa heterogeneidade e adaptar localmente suas estratégias de conformação, aplicando forças diferenciadas ao longo da superfície para garantir uniformidade global da peça final. Isso exige um controle altamente distribuído, no qual cada ponto de contato é tratado como uma unidade dinâmica de decisão.
A instrumentação embarcada também atinge um nível de sofisticação em que os sensores deixam de ser apenas dispositivos de medição e passam a funcionar como elementos de interpretação física do processo. Em vez de fornecer dados brutos, eles contribuem para a construção de um modelo contínuo do estado da máquina e do material, permitindo inferências sobre fenômenos internos que não são diretamente acessíveis. Essa capacidade de interpretação transforma o sistema em uma estrutura de observação profunda do processo de conformação, na qual sinais indiretos são suficientes para reconstruir o estado global do sistema com alta fidelidade.
A estabilidade estrutural da máquina também se torna um fator ainda mais crítico nesse nível de operação, já que pequenas deformações elásticas acumuladas podem influenciar significativamente a precisão final da peça. Para lidar com isso, o sistema incorpora modelos estruturais ativos que preveem deformações da própria máquina sob carga e compensam essas variações em tempo real por meio de ajustes coordenados dos eixos. Isso permite manter a precisão geométrica mesmo em condições de operação altamente dinâmicas e carregadas.
A integração com sistemas industriais externos evolui para uma forma de coordenação contínua em que o sistema CNC participa ativamente de decisões de planejamento de produção em tempo real. Em vez de simplesmente receber ordens, a máquina pode sugerir reorganizações de sequência, redistribuição de carga ou ajustes de parâmetros com base em seu estado atual e em previsões de desempenho. Isso cria um ambiente industrial colaborativo, no qual cada unidade produtiva contribui para a otimização global do sistema.
A confiabilidade operacional também passa a ser gerida de forma completamente dinâmica, com o sistema ajustando continuamente seus próprios critérios de operação com base em desgaste acumulado, histórico de uso e condições ambientais. Em vez de limites fixos de operação, existem faixas adaptativas que se modificam ao longo do tempo para maximizar a vida útil dos componentes sem comprometer a qualidade do processo. Essa abordagem permite uma utilização mais eficiente dos recursos físicos da máquina, reduzindo falhas inesperadas e aumentando a previsibilidade operacional.
No estágio mais avançado dessa evolução, a Máquina de Repuxo com Controle Numérico Computadorizado deixa de ser um equipamento isolado e passa a funcionar como um elemento ativo de um sistema industrial auto-organizado, no qual produção, controle e otimização são manifestações de um mesmo processo contínuo. A manufatura passa a ser entendida como um sistema adaptativo em constante evolução, no qual cada operação influencia o comportamento global da rede produtiva, e o próprio conceito de máquina se funde com o de sistema inteligente distribuído, capaz de aprender, ajustar-se e redefinir continuamente sua própria forma de operação.
Equipamento de Repuxo Metálico Automatizado CNC
O Equipamento de Repuxo Metálico Automatizado CNC é uma máquina de conformação avançada projetada para transformar chapas metálicas planas em componentes tridimensionais axisimétricos por meio de deformação plástica controlada, combinando precisão do controle numérico computadorizado com sistemas de automação industrial e monitoramento em tempo real. Nesse tipo de equipamento, o processo de repuxo é realizado pela interação entre um mandril rotativo e ferramentas de conformação controladas por múltiplos eixos CNC, que aplicam forças progressivas e cuidadosamente moduladas para induzir o fluxo plástico do material sem remoção de massa, garantindo alto aproveitamento de matéria-prima e excelente integridade estrutural das peças produzidas.
O funcionamento do sistema baseia-se na sincronização entre rotação do spindle e movimentos lineares ou compostos das ferramentas de repuxo, permitindo a execução de trajetórias complexas com controle preciso de velocidade, pressão e profundidade de conformação. Essa coordenação é fundamental para manter o equilíbrio entre conformabilidade do material e estabilidade do processo, evitando defeitos como enrugamento periférico, afinamento excessivo ou ruptura por concentração de tensões. O controle CNC atua de forma contínua, ajustando os parâmetros de operação conforme o comportamento real do material durante cada etapa da deformação.
A automação do equipamento estende-se além do processo principal de conformação, abrangendo sistemas de alimentação automática de chapas, posicionamento preciso de blanks, fixação hidráulica ou servoacionada e remoção automática de peças acabadas. Em configurações mais avançadas, robôs industriais são integrados à célula de produção, permitindo operação contínua com mínima intervenção humana e elevando significativamente a produtividade e a repetibilidade do processo. Essa integração transforma o equipamento em parte de um sistema produtivo totalmente automatizado.
Do ponto de vista estrutural, o equipamento é projetado para suportar cargas elevadas e variáveis, exigindo alta rigidez mecânica e estabilidade térmica. A estrutura principal é geralmente construída em ferro fundido ou aço soldado estabilizado, com geometria otimizada para absorver vibrações e minimizar deformações elásticas durante a operação. O spindle de alta precisão é responsável por garantir rotação constante e torque adequado, enquanto servomotores e sistemas de transmissão de baixa folga asseguram controle fino dos movimentos dos eixos.
O sistema CNC é o núcleo de inteligência do equipamento, responsável por transformar modelos digitais em trajetórias de conformação otimizadas. A programação pode ser derivada de sistemas CAD/CAM, permitindo que geometrias tridimensionais sejam convertidas diretamente em sequências de movimentos controlados. Em muitos casos, o sistema também realiza ajustes em tempo real com base em feedback sensorial, adaptando parâmetros como força de contato, velocidade de avanço e número de passes para se adequar às condições reais do material.
A instrumentação embarcada desempenha papel essencial na estabilidade e na qualidade do processo, monitorando continuamente variáveis como força aplicada, torque do eixo principal, vibração estrutural e temperatura operacional. Esses dados são utilizados tanto para controle em malha fechada quanto para análise de qualidade e manutenção preditiva, permitindo identificar desgaste de ferramentas, desvios de processo e variações de material antes que afetem a produção. Isso aumenta significativamente a confiabilidade e reduz paradas não planejadas.
O equipamento é capaz de trabalhar com uma ampla gama de materiais metálicos, incluindo alumínio, aço carbono, aço inoxidável, cobre e ligas especiais, com parâmetros ajustados conforme propriedades como ductilidade, espessura e resistência mecânica. Essa flexibilidade permite a fabricação de peças complexas com diferentes geometrias e requisitos estruturais, tornando o sistema adequado tanto para produção seriada quanto para lotes personalizados.
Em termos industriais, o Equipamento de Repuxo Metálico Automatizado CNC é amplamente utilizado em setores como automotivo, aeroespacial, iluminação técnica, eletrodomésticos e componentes industriais, onde há necessidade de peças leves, resistentes e com alta precisão dimensional. Sua capacidade de produzir formas complexas com excelente acabamento superficial e baixo desperdício de material o torna uma solução estratégica para manufatura moderna.
No contexto da indústria avançada, esse tipo de equipamento representa a convergência entre conformação mecânica tradicional e tecnologias digitais de automação inteligente, operando como um sistema integrado de produção altamente eficiente, flexível e adaptável às exigências contemporâneas de qualidade, produtividade e otimização de recursos.
A evolução do Equipamento de Repuxo Metálico Automatizado CNC está cada vez mais associada à transição de um sistema de execução controlada para um sistema de conformação adaptativa contínua, no qual o comportamento do processo deixa de ser rigidamente definido por parâmetros fixos e passa a ser constantemente ajustado com base na resposta física real do material durante a deformação. Nesse nível, o sistema CNC não atua apenas como controlador de trajetória, mas como um regulador dinâmico de estado, capaz de interpretar variações sutis no comportamento mecânico e térmico do processo e reagir de forma antecipatória para manter a estabilidade global da conformação.
O processo de repuxo, quando analisado sob essa perspectiva avançada, não é mais uma simples transformação geométrica, mas um fenômeno físico altamente acoplado, no qual fluxo plástico, atrito, transferência térmica e evolução microestrutural interagem simultaneamente. O equipamento precisa gerenciar essas interações de forma coordenada, garantindo que a energia introduzida no sistema seja distribuída de maneira controlada ao longo de toda a peça. Isso evita concentrações locais de deformação que poderiam levar a instabilidades como estricção, enrugamento ou falha por ruptura progressiva.
O controle em tempo real torna-se um elemento central desse sistema, baseado na fusão de múltiplos sinais provenientes de sensores distribuídos pela máquina. Esses sinais não são interpretados isoladamente, mas combinados em modelos dinâmicos que representam o estado global do processo. Variações de torque, microflutuações de vibração, respostas acústicas de alta frequência e mudanças térmicas localizadas são integradas em um único espaço de estado, permitindo que o sistema identifique padrões emergentes que indicam tendências de instabilidade ou oportunidades de otimização.
A interação entre ferramenta e material também atinge um nível mais refinado, no qual a força aplicada deixa de ser uma variável fixa ou pré-programada e passa a ser continuamente modulada em função da resistência local do material. Isso cria um comportamento de conformação mais orgânico, no qual a ferramenta “acompanha” o fluxo do material em vez de impor rigidamente uma trajetória. Em regiões onde o material apresenta maior resistência, o sistema reduz a agressividade do avanço, enquanto em regiões mais conformáveis, o processo pode ser acelerado sem comprometer a integridade estrutural da peça.
A estabilidade estrutural da máquina também passa a desempenhar papel ainda mais crítico, já que pequenas deformações elásticas acumuladas podem influenciar diretamente a precisão final do componente. O sistema precisa compensar não apenas erros geométricos diretos, mas também deformações indiretas causadas por carga, temperatura e dinâmica do movimento. Isso é feito por meio de modelos estruturais que estimam o comportamento da máquina em tempo real, permitindo ajustes contínuos na posição dos eixos para neutralizar desvios antes que eles se tornem perceptíveis na peça final.
A automação do equipamento também evolui para níveis mais amplos de integração, nos quais o processo de repuxo não é mais uma etapa isolada, mas parte de uma cadeia produtiva totalmente sincronizada. O equipamento pode ajustar sua operação com base na disponibilidade de materiais, na carga de produção de outras máquinas e em objetivos globais de eficiência energética ou produtividade. Isso cria um sistema industrial no qual decisões locais são continuamente influenciadas por variáveis globais, resultando em um comportamento altamente coordenado e otimizado.
A integração com modelos digitais também se torna mais profunda, com gêmeos virtuais operando em paralelo ao processo físico e sendo continuamente atualizados com dados reais de operação. Esses modelos não apenas reproduzem o comportamento do equipamento, mas também simulam cenários futuros, permitindo que o sistema avalie diferentes estratégias de conformação antes de aplicá-las fisicamente. Isso reduz incertezas, melhora a qualidade das decisões de controle e aumenta significativamente a robustez do processo.
A confiabilidade do sistema passa a ser gerida por mecanismos de autoavaliação contínua, nos quais o equipamento monitora seu próprio desempenho e identifica sinais iniciais de degradação em componentes mecânicos, eletrônicos e de controle. Isso inclui análise de desgaste de ferramentas, variações na rigidez estrutural e alterações na resposta dinâmica dos atuadores. Com base nessas informações, o sistema pode ajustar seu modo de operação ou programar intervenções de manutenção de forma preditiva, evitando falhas inesperadas.
No estágio mais avançado dessa evolução, o Equipamento de Repuxo Metálico Automatizado CNC deixa de ser apenas uma máquina de conformação e passa a funcionar como um nó ativo dentro de um sistema industrial inteligente, no qual produção, controle e otimização são processos inseparáveis. A manufatura se transforma em um sistema contínuo de adaptação e aprendizado, no qual o equipamento não apenas executa tarefas, mas participa ativamente da definição de como essas tarefas devem ser realizadas, evoluindo constantemente junto com o ambiente produtivo no qual está inserido.
A continuidade desse avanço conduz o Equipamento de Repuxo Metálico Automatizado CNC a um patamar no qual a própria noção de processo fixo deixa de existir, sendo substituída por um comportamento operacional fluido, em que cada ciclo de produção é, na prática, uma nova instância otimizada da operação anterior. Nesse contexto, o sistema passa a operar com memória acumulativa de desempenho, utilizando dados históricos não apenas para análise posterior, mas como parte ativa do processo decisório em tempo real. Isso significa que o equipamento carrega consigo um histórico dinâmico de interações com diferentes materiais, geometrias e condições operacionais, refinando continuamente sua capacidade de adaptação.
A dinâmica do repuxo nesse ambiente torna-se uma negociação contínua entre limites físicos do material e objetivos de produção, na qual o sistema busca constantemente o ponto de máxima eficiência dentro de uma fronteira de segurança variável. Essa fronteira não é estática, pois depende do estado atual da máquina, do desgaste das ferramentas, das condições térmicas e até da variabilidade do lote de material utilizado. O sistema, portanto, precisa redefinir continuamente seus próprios limites operacionais, expandindo ou restringindo sua atuação conforme a confiabilidade percebida de cada variável envolvida.
A complexidade do controle também aumenta significativamente à medida que o sistema passa a considerar não apenas o comportamento direto do processo de conformação, mas também suas consequências indiretas em etapas subsequentes da cadeia produtiva. Por exemplo, a distribuição de tensões residuais gerada durante o repuxo pode influenciar o desempenho da peça em operações posteriores, como montagem, soldagem ou uso em serviço. O equipamento, nesse nível, incorpora modelos que estimam esses efeitos futuros, ajustando o processo atual para otimizar não apenas a peça em si, mas seu desempenho ao longo de todo o ciclo de vida.
A interação com o ambiente industrial mais amplo torna-se ainda mais profunda, com o equipamento participando de sistemas de decisão distribuídos que operam em escala de fábrica ou até mesmo de múltiplas plantas. Dados de produção, qualidade, consumo energético e eficiência são compartilhados continuamente, permitindo que o sistema ajuste sua operação em função de objetivos globais, como redução de custos, otimização de recursos ou atendimento a prazos logísticos. Isso transforma o equipamento em um agente ativo dentro de uma rede industrial inteligente, capaz de contribuir para decisões estratégicas em tempo quase real.
A evolução dos algoritmos de controle também permite que o sistema explore regiões operacionais anteriormente consideradas arriscadas, mas potencialmente mais eficientes. Em vez de operar sempre dentro de margens conservadoras, o equipamento pode se aproximar desses limites de forma controlada, monitorando continuamente sinais de instabilidade e recuando automaticamente quando necessário. Essa capacidade de operar próximo aos limites físicos do processo sem ultrapassá-los é um dos principais fatores que contribuem para ganhos significativos de produtividade e eficiência energética.
A instrumentação continua a evoluir em direção a uma percepção cada vez mais detalhada do processo físico, com sensores capazes de capturar fenômenos em escalas temporais e espaciais muito pequenas. Isso inclui a detecção de microeventos durante a deformação, como início de instabilidades locais ou mudanças abruptas no regime de atrito. Esses eventos, que anteriormente passariam despercebidos, agora podem ser utilizados como indicadores precoces de comportamento do material, permitindo intervenções imediatas que evitam a propagação de defeitos.
A integração entre modelos físicos e aprendizado computacional também se torna mais profunda, criando sistemas híbridos que combinam o rigor da modelagem mecânica com a flexibilidade de algoritmos adaptativos. Esses sistemas são capazes de aprender padrões complexos que não podem ser descritos facilmente por equações tradicionais, ao mesmo tempo em que mantêm coerência com os princípios fundamentais da mecânica dos materiais. Isso resulta em um controle mais robusto, capaz de lidar com situações inesperadas sem comprometer a estabilidade do processo.
A confiabilidade do equipamento, nesse estágio, é sustentada por uma capacidade avançada de autodiagnóstico, na qual o sistema monitora continuamente não apenas o processo de conformação, mas também seu próprio comportamento interno. Isso inclui avaliação da precisão dos sensores, desempenho dos atuadores, integridade estrutural e estabilidade dos algoritmos de controle. Quando desvios são detectados, o sistema pode ajustar automaticamente seus parâmetros ou sinalizar a necessidade de intervenção, garantindo continuidade operacional com mínima interrupção.
No limite dessa evolução, o Equipamento de Repuxo Metálico Automatizado CNC passa a operar como um sistema industrial plenamente adaptativo, no qual não existe separação clara entre operação, análise e otimização. A manufatura torna-se um processo vivo, no qual cada ciclo de produção contribui para a evolução do sistema como um todo, e o equipamento deixa de ser apenas uma ferramenta de fabricação para se tornar um componente inteligente de um ecossistema produtivo em constante transformação, capaz de aprender, ajustar-se e redefinir continuamente sua própria lógica de operação.
Máquina CNC para Modelagem por Repuxo de Metal
A Máquina CNC para Modelagem por Repuxo de Metal é um sistema de conformação avançado concebido para transformar chapas metálicas planas em geometrias tridimensionais complexas por meio de deformação plástica controlada, utilizando a combinação entre rotação contínua do material e atuação precisa de ferramentas guiadas por controle numérico computadorizado. Diferente de processos de usinagem tradicionais, nos quais há remoção de material, o repuxo atua redistribuindo o volume do metal ao longo de uma trajetória cuidadosamente definida, preservando a massa original e resultando em peças com elevada eficiência estrutural, excelente acabamento superficial e mínima geração de resíduos.
O funcionamento baseia-se na fixação do blank metálico contra um mandril rotativo, cuja geometria corresponde à forma interna ou externa desejada da peça. Enquanto o conjunto gira, ferramentas de repuxo comandadas por múltiplos eixos CNC aplicam forças progressivas sobre a superfície do material, induzindo seu escoamento plástico ao longo do mandril. Esse processo ocorre em múltiplas etapas ou passes, nos quais a deformação é distribuída de forma gradual para evitar concentrações excessivas de tensão que poderiam levar a defeitos como enrugamento, fissuração ou redução não controlada de espessura.
A precisão desse tipo de máquina está diretamente associada à capacidade do sistema CNC de coordenar simultaneamente variáveis críticas como velocidade de rotação, avanço da ferramenta, profundidade de penetração e pressão de contato. Essa coordenação não é estática, mas adaptativa, permitindo ajustes contínuos em função do comportamento real do material durante a conformação. Em sistemas mais avançados, o controle é realizado em malha fechada, com feedback constante de sensores que monitoram forças, vibrações, torque e temperatura, criando um ambiente altamente responsivo e estável.
Do ponto de vista estrutural, a máquina é projetada para operar sob condições de carga dinâmica elevada, exigindo alta rigidez e estabilidade geométrica. A base e o corpo principal são normalmente construídos em ferro fundido de alta densidade ou aço estrutural tratado, com geometria otimizada para absorver vibrações e minimizar deformações elásticas. O spindle principal é dimensionado para fornecer torque constante e rotação uniforme, enquanto sistemas de acionamento por servomotores e fusos de esferas garantem precisão micrométrica nos movimentos dos eixos.
A modelagem por repuxo exige uma compreensão aprofundada do comportamento dos materiais, pois diferentes ligas apresentam respostas distintas à deformação plástica. Materiais mais dúcteis, como alumínio e cobre, permitem maiores níveis de conformação com menor risco de falha, enquanto aços de alta resistência e ligas especiais requerem controle mais rigoroso dos parâmetros de processo. A máquina CNC é capaz de ajustar automaticamente esses parâmetros, adaptando-se às propriedades específicas de cada material para garantir qualidade consistente.
A integração com sistemas CAD/CAM permite que geometrias complexas sejam convertidas diretamente em trajetórias de ferramenta otimizadas, reduzindo significativamente o tempo de desenvolvimento e setup. Simulações computacionais podem ser utilizadas para prever o comportamento do material durante o processo, identificando regiões críticas e ajustando parâmetros antes da produção real. Isso aumenta a eficiência e reduz desperdícios, especialmente em aplicações de alta precisão.
A automação é um elemento chave nesse tipo de equipamento, com sistemas que podem incluir alimentação automática de chapas, posicionamento preciso, troca de ferramentas e remoção de peças acabadas. Em ambientes industriais avançados, essas máquinas operam como parte de células produtivas integradas, muitas vezes em conjunto com robôs industriais e sistemas de inspeção automatizada, formando linhas de produção altamente eficientes e com baixa intervenção humana.
A Máquina CNC para Modelagem por Repuxo de Metal é amplamente utilizada em setores como automotivo, aeroespacial, iluminação técnica, eletrodomésticos e fabricação de recipientes metálicos, onde há demanda por peças leves, resistentes e com geometrias complexas. Sua capacidade de combinar flexibilidade de produção, alta precisão e eficiência de material a torna uma solução estratégica dentro da manufatura moderna.
À medida que a tecnologia evolui, essas máquinas incorporam níveis crescentes de inteligência e conectividade, tornando-se sistemas capazes de monitorar, analisar e otimizar continuamente seu próprio desempenho. Isso posiciona a modelagem por repuxo CNC não apenas como um processo de fabricação, mas como um componente ativo de sistemas industriais avançados, nos quais produção, controle e aprendizado operam de forma integrada e em constante evolução.
A continuidade desse desenvolvimento conduz a Máquina CNC para Modelagem por Repuxo de Metal a um patamar em que o próprio conceito de modelagem deixa de ser puramente geométrico e passa a incorporar uma dimensão energética e evolutiva do processo, na qual a peça final é resultado não apenas da forma imposta, mas da trajetória de deformação cuidadosamente gerida ao longo do tempo. Nesse contexto, o sistema CNC precisa controlar não só posições e velocidades, mas a distribuição da energia de deformação ao longo da superfície do material, garantindo que o fluxo plástico ocorra de maneira estável, progressiva e sem concentração crítica de tensões.
O comportamento do material durante o repuxo é altamente dependente de fatores locais e instantâneos, como taxa de deformação, temperatura, estado de encruamento e condições de atrito na interface com a ferramenta. Esses fatores interagem de forma não linear, o que significa que pequenas variações podem resultar em mudanças significativas no resultado final. Para lidar com essa complexidade, a máquina opera com modelos internos que representam o processo como um sistema dinâmico contínuo, no qual cada ação da ferramenta altera o estado do material e influencia diretamente as ações subsequentes.
A capacidade de adaptação em tempo real torna-se um diferencial fundamental, permitindo que o sistema ajuste continuamente sua estratégia de conformação com base em feedback sensorial. Sensores distribuídos capturam dados de força, torque, vibração e temperatura, que são processados para inferir o estado interno do processo. Com base nessas informações, o sistema pode modificar parâmetros como velocidade de avanço, pressão de contato e trajetória da ferramenta, mantendo o processo dentro de uma região estável de operação mesmo diante de variações no material ou nas condições ambientais.
A interação entre ferramenta e peça também evolui para um regime mais sofisticado, no qual o contato não é tratado como uma simples aplicação de força, mas como uma interface dinâmica onde energia, calor e deformação são continuamente trocados. O controle dessa interface é essencial para garantir que o material flua de forma controlada ao longo do mandril, evitando tanto a perda de estabilidade quanto a introdução de defeitos superficiais. Estratégias avançadas de controle permitem modular essa interação em tempo real, ajustando a intensidade e a distribuição da carga aplicada.
A estabilidade estrutural da máquina continua sendo um fator crítico, especialmente em operações de alta precisão e alta velocidade. Deformações elásticas da estrutura, variações térmicas e efeitos dinâmicos podem introduzir erros que, se não forem compensados, afetam diretamente a qualidade da peça. Para mitigar esses efeitos, a máquina incorpora modelos de compensação que ajustam continuamente a posição dos eixos com base em previsões de comportamento estrutural, mantendo a precisão geométrica mesmo sob condições variáveis de carga.
A integração com sistemas digitais mais amplos permite que a máquina opere como parte de uma rede industrial inteligente, na qual dados são compartilhados entre diferentes equipamentos e sistemas de gestão. Isso possibilita uma otimização global da produção, onde decisões locais são influenciadas por objetivos sistêmicos como eficiência energética, redução de desperdícios e cumprimento de prazos. A máquina deixa de ser um elemento isolado e passa a atuar como um nó dentro de um sistema produtivo interconectado.
A evolução dos modelos digitais também contribui para esse cenário, com a utilização de gêmeos virtuais que replicam o comportamento da máquina e do processo em tempo real. Esses modelos permitem testar virtualmente diferentes estratégias de conformação, prever resultados e ajustar parâmetros antes de aplicá-los fisicamente, reduzindo riscos e aumentando a eficiência. A interação contínua entre modelo e realidade cria um ciclo de aprendizado que aprimora progressivamente o desempenho do sistema.
A confiabilidade operacional é reforçada por sistemas de monitoramento contínuo que identificam sinais de desgaste, falhas potenciais e desvios de desempenho antes que se tornem críticos. Isso inclui análise de comportamento de ferramentas, eficiência dos atuadores e estabilidade dos sensores, permitindo intervenções preditivas que minimizam paradas e aumentam a disponibilidade do equipamento. A máquina passa a ter uma capacidade intrínseca de autoavaliação, ajustando sua operação para manter níveis elevados de desempenho ao longo do tempo.
No estágio mais avançado dessa evolução, a Máquina CNC para Modelagem por Repuxo de Metal se torna um sistema adaptativo completo, no qual fabricação, controle e otimização estão integrados em um único fluxo contínuo. A modelagem deixa de ser uma etapa fixa e passa a ser um processo dinâmico, no qual cada peça produzida contribui para o aprimoramento do sistema como um todo. O equipamento assume um papel ativo na evolução do ambiente industrial, operando não apenas como ferramenta de produção, mas como um elemento inteligente capaz de aprender, adaptar-se e redefinir continuamente sua própria forma de operação dentro de um ecossistema produtivo em constante transformação.
À medida que esse nível de sofisticação se consolida, a Máquina CNC para Modelagem por Repuxo de Metal passa a operar como um sistema que internaliza não apenas o comportamento do processo, mas também as consequências de longo prazo das decisões tomadas em cada ciclo de produção. Isso significa que o controle deixa de ser orientado exclusivamente para o resultado imediato e passa a considerar métricas acumulativas, como degradação de ferramentas, fadiga estrutural da máquina e consistência estatística da qualidade ao longo de grandes lotes. O sistema começa a equilibrar desempenho instantâneo com sustentabilidade operacional, ajustando sua agressividade de conformação de acordo com objetivos de durabilidade e estabilidade de longo prazo.
Nesse contexto, o repuxo é tratado como um processo evolutivo em múltiplas escalas, onde eventos microscópicos no material podem influenciar o comportamento macroscópico da peça. A máquina precisa lidar com essa complexidade interpretando sinais indiretos que refletem mudanças internas no material, como alterações no regime de escoamento ou início de instabilidades localizadas. Esses sinais são frequentemente sutis e distribuídos, exigindo técnicas avançadas de processamento para serem identificados e convertidos em ações de controle relevantes. A capacidade de detectar essas transições precoces permite intervenções que evitam falhas antes mesmo que elas se manifestem de forma visível.
A gestão do atrito na interface ferramenta-material também se torna um elemento central do controle, já que pequenas variações nas condições de contato podem alterar significativamente a distribuição de tensões e o fluxo do material. O sistema passa a tratar o atrito como uma variável dinâmica, ajustando parâmetros de lubrificação, pressão de contato e velocidade relativa para manter condições ótimas ao longo de toda a operação. Essa abordagem permite maior previsibilidade do processo e reduz variabilidade entre peças produzidas em diferentes condições.
A capacidade de coordenação entre múltiplos eixos e subsistemas atinge um nível em que a máquina opera com sincronização quase contínua, sem distinção clara entre movimentos principais e auxiliares. Cada eixo contribui para o estado global do processo, e suas ações são ajustadas de forma cooperativa para alcançar o comportamento desejado. Isso cria um sistema altamente integrado, no qual a precisão não depende apenas de cada componente individual, mas da coerência coletiva de todos os movimentos envolvidos.
A evolução da conectividade industrial amplia ainda mais o papel da máquina, permitindo que ela participe de sistemas de otimização em escala ampliada, nos quais decisões são tomadas com base em dados agregados de múltiplas fontes. Informações sobre desempenho, consumo energético, qualidade e produtividade são compartilhadas em tempo real, permitindo ajustes coordenados que maximizam a eficiência global da operação. A máquina deixa de ser um elemento passivo dentro da cadeia produtiva e passa a atuar como um agente ativo na definição de estratégias industriais.
A integração com sistemas de inteligência computacional também se aprofunda, com algoritmos capazes de identificar padrões complexos de comportamento que não seriam perceptíveis por análise tradicional. Esses algoritmos aprendem com a experiência acumulada do sistema, refinando continuamente os modelos de controle e permitindo respostas cada vez mais precisas a situações variáveis. Essa capacidade de aprendizado transforma o equipamento em um sistema em evolução constante, cuja performance melhora ao longo do tempo com base em dados reais de operação.
A estabilidade do processo, nesse nível, não é mais garantida apenas por margens de segurança conservadoras, mas por uma capacidade ativa de adaptação a condições variáveis. O sistema opera próximo aos limites físicos do material e da máquina, mas mantém controle sobre esses limites por meio de monitoramento contínuo e ajustes dinâmicos. Isso permite alcançar níveis mais elevados de produtividade e eficiência energética sem comprometer a qualidade ou a integridade estrutural das peças.
A confiabilidade também se beneficia de uma abordagem mais holística, na qual o sistema considera não apenas falhas imediatas, mas tendências de degradação ao longo do tempo. Isso inclui análise de comportamento de longo prazo de componentes mecânicos, eletrônicos e de controle, permitindo intervenções planejadas que evitam interrupções inesperadas. A máquina passa a operar com uma visão antecipatória de manutenção, reduzindo custos e aumentando a disponibilidade operacional.
No estágio mais avançado desse processo evolutivo, a Máquina CNC para Modelagem por Repuxo de Metal se integra completamente a um ambiente de manufatura adaptativa, no qual cada elemento do sistema contribui para a otimização contínua do conjunto. A distinção entre operação, controle e planejamento desaparece, dando lugar a um fluxo único de decisão e execução orientado por dados. Nesse cenário, a máquina não apenas produz peças, mas participa ativamente da definição de como essas peças devem ser produzidas, ajustando-se continuamente às condições do ambiente industrial e contribuindo para a evolução global do sistema produtivo.
A continuidade desse processo evolutivo conduz a Máquina CNC para Modelagem por Repuxo de Metal a um estado em que sua operação passa a ser definida por um equilíbrio dinâmico entre previsibilidade e adaptação, no qual o sistema busca continuamente reduzir incertezas sem eliminar completamente a flexibilidade necessária para responder a variações inevitáveis do processo. Nesse nível, a máquina não apenas executa comandos baseados em modelos predefinidos, mas também ajusta esses modelos em tempo real, incorporando novas informações à medida que o processo se desenvolve, criando um ciclo contínuo de aprendizado e refinamento.
O repuxo passa a ser tratado como um fenômeno dependente de trajetória em um sentido ainda mais amplo, onde não apenas o histórico de deformação do material é relevante, mas também o histórico operacional da própria máquina. Fatores como desgaste acumulado, pequenas variações de alinhamento e alterações na resposta dos atuadores ao longo do tempo passam a influenciar diretamente o comportamento do processo. O sistema precisa, portanto, manter uma representação interna que combine o estado do material com o estado da máquina, permitindo decisões de controle que considerem ambos simultaneamente.
A interação entre esses dois estados cria um sistema altamente acoplado, no qual mudanças em um domínio podem se propagar e influenciar o outro. Por exemplo, uma leve redução na rigidez estrutural devido ao aquecimento pode alterar a distribuição de forças na interface ferramenta-material, modificando o padrão de deformação da peça. O controle precisa ser capaz de identificar essas interdependências e compensá-las em tempo real, mantendo a coerência global do processo mesmo em condições variáveis.
A modelagem interna do sistema evolui para representar o processo como um campo contínuo de estados distribuídos, em vez de um conjunto discreto de variáveis isoladas. Isso permite capturar variações espaciais ao longo da peça e temporais ao longo do ciclo de conformação, criando uma visão mais completa do comportamento do material. Essa abordagem é particularmente importante em geometrias complexas, onde diferentes regiões da peça podem estar em regimes de deformação distintos ao mesmo tempo.
A tomada de decisão do sistema também se torna mais sofisticada, incorporando critérios múltiplos que vão além da simples conformidade geométrica. Aspectos como distribuição de tensões residuais, uniformidade de espessura, estabilidade dimensional pós-processo e até desempenho em condições de uso são considerados durante a conformação. Isso transforma o processo em uma otimização multidimensional, na qual o sistema busca equilibrar diferentes objetivos que podem ser parcialmente conflitantes.
A capacidade de antecipação continua a se expandir, com o sistema utilizando modelos preditivos que avaliam não apenas o próximo passo do processo, mas sequências completas de possíveis evoluções. Isso permite escolher trajetórias de conformação que minimizam riscos futuros, mesmo que não sejam as mais rápidas ou diretas no curto prazo. Essa visão de horizonte estendido é essencial para evitar falhas acumulativas e garantir qualidade consistente em produções prolongadas.
A integração com o ambiente industrial também se torna mais profunda, com a máquina participando de sistemas de decisão distribuídos que consideram informações em tempo real sobre demanda, logística, disponibilidade de recursos e condições operacionais de outras máquinas. Isso cria uma rede produtiva altamente adaptativa, na qual cada unidade ajusta sua operação para contribuir com o desempenho global do sistema.
A evolução da instrumentação permite capturar sinais cada vez mais ricos e complexos, que são utilizados para refinar continuamente os modelos internos do sistema. Esses sinais incluem não apenas medições tradicionais, mas também padrões dinâmicos que refletem o comportamento do processo em múltiplas escalas. A interpretação desses dados requer técnicas avançadas de processamento e aprendizado, que permitem extrair informações relevantes mesmo em ambientes ruidosos e altamente variáveis.
A confiabilidade do sistema passa a depender da sua capacidade de manter coerência entre seus modelos internos e o comportamento real observado. Quando discrepâncias são detectadas, o sistema precisa ser capaz de ajustar seus modelos rapidamente, evitando que erros se acumulem e comprometam o processo. Essa capacidade de autoajuste contínuo é fundamental para manter o desempenho em níveis elevados ao longo do tempo.
No limite dessa evolução, a Máquina CNC para Modelagem por Repuxo de Metal se torna um sistema que não apenas executa e otimiza processos, mas também redefine continuamente os próprios critérios de otimização com base em dados e objetivos dinâmicos. A manufatura passa a ser entendida como um sistema adaptativo em constante transformação, no qual a máquina atua como um agente inteligente capaz de aprender, evoluir e contribuir ativamente para a construção de um ambiente produtivo cada vez mais eficiente, resiliente e integrado.
Centro de Repuxo Metálico CNC
O Centro de Repuxo Metálico CNC representa uma evolução significativa em relação às máquinas convencionais de repuxo, configurando-se como uma plataforma integrada de conformação que combina múltiplos eixos controlados, automação avançada e capacidade de processamento contínuo em um único sistema altamente coordenado. Diferente de uma máquina isolada, o conceito de “centro” implica a integração de diversas funções dentro de uma célula produtiva unificada, onde operações de conformação, posicionamento, inspeção e manipulação de peças ocorrem de forma sincronizada e otimizada.
Nesse tipo de equipamento, o processo de repuxo é realizado a partir da rotação controlada do blank metálico fixado em um mandril, enquanto ferramentas de conformação operam em múltiplos eixos simultaneamente, permitindo não apenas movimentos lineares tradicionais, mas também trajetórias complexas tridimensionais. Essa capacidade multieixo amplia significativamente o espectro de geometrias possíveis, permitindo a fabricação de peças com perfis variáveis, transições suaves e características estruturais mais sofisticadas, que seriam difíceis ou inviáveis em sistemas convencionais.
A arquitetura do Centro de Repuxo Metálico CNC é projetada para suportar esse nível elevado de complexidade operacional, com uma estrutura mecânica de alta rigidez que garante estabilidade mesmo sob cargas dinâmicas intensas. O sistema de acionamento utiliza servomotores de alta precisão combinados com sistemas de transmissão de baixa folga, permitindo controle extremamente fino dos movimentos. O spindle principal, responsável pela rotação do mandril, é projetado para fornecer torque constante e estabilidade, fatores essenciais para a uniformidade do processo de conformação.
O controle numérico computadorizado atua como o núcleo central do sistema, coordenando todos os eixos e subsistemas em tempo real. Diferente de sistemas mais simples, o CNC de um centro de repuxo opera com algoritmos avançados capazes de gerenciar múltiplas variáveis simultaneamente, incluindo velocidade de rotação, avanço das ferramentas, pressão de contato e sequência de passes. Essa coordenação é fundamental para manter o equilíbrio entre conformabilidade do material e estabilidade do processo, especialmente em operações que envolvem geometrias complexas ou materiais de alta resistência.
A automação é um dos pilares desse tipo de equipamento, abrangendo desde a alimentação automática de chapas até a remoção e inspeção de peças acabadas. Sistemas robóticos podem ser integrados para manipulação de blanks e componentes, enquanto dispositivos de medição em linha permitem verificar dimensões e qualidade superficial sem interromper o fluxo de produção. Isso cria um ambiente de fabricação contínua, no qual a intervenção humana é minimizada e a repetibilidade é maximizada.
A instrumentação embarcada desempenha um papel crítico na operação do centro, com sensores distribuídos que monitoram continuamente variáveis como força de conformação, torque do spindle, vibração estrutural e temperatura. Esses dados são utilizados para controle em malha fechada, permitindo ajustes em tempo real que mantêm o processo dentro de parâmetros ideais. Além disso, as informações coletadas são armazenadas e analisadas para fins de manutenção preditiva e otimização de processos.
A integração com sistemas digitais mais amplos permite que o Centro de Repuxo Metálico CNC funcione como parte de uma rede industrial inteligente, na qual dados são compartilhados entre diferentes equipamentos e sistemas de gestão. Isso possibilita uma coordenação global da produção, onde decisões locais são influenciadas por objetivos estratégicos como eficiência energética, redução de custos e cumprimento de prazos. A conectividade também facilita a implementação de gêmeos digitais, que simulam o comportamento do sistema em tempo real e auxiliam na tomada de decisões.
Do ponto de vista de aplicação, esse tipo de centro é amplamente utilizado em indústrias que exigem alta precisão e flexibilidade, como automotiva, aeroespacial, iluminação técnica e fabricação de componentes industriais complexos. Sua capacidade de combinar múltiplas operações em um único sistema reduz tempos de setup, aumenta produtividade e melhora a qualidade final das peças.
À medida que a tecnologia continua a evoluir, o Centro de Repuxo Metálico CNC tende a incorporar níveis cada vez maiores de inteligência e autonomia, aproximando-se de sistemas de manufatura totalmente adaptativos. Nesse cenário, o equipamento não apenas executa operações de conformação, mas também participa ativamente da otimização contínua do processo produtivo, ajustando-se dinamicamente às condições operacionais e contribuindo para a eficiência global do ambiente industrial em que está inserido.
À medida que o Centro de Repuxo Metálico CNC evolui para níveis mais elevados de integração e inteligência operacional, ele passa a operar como uma entidade produtiva capaz de coordenar não apenas suas próprias variáveis internas, mas também influenciar e ser influenciado por um ecossistema industrial mais amplo. Nesse estágio, o centro deixa de ser um conjunto de subsistemas sincronizados e passa a se comportar como um sistema adaptativo coeso, no qual cada componente — desde atuadores mecânicos até algoritmos de controle — contribui para um objetivo global de otimização contínua. A operação não é mais baseada em ciclos repetitivos estáticos, mas em uma sequência de decisões dinâmicas que se ajustam constantemente às condições reais do processo.
O processo de repuxo dentro desse centro passa a ser tratado como um fluxo contínuo de transformação energética e geométrica, no qual a forma final da peça emerge como resultado da gestão precisa da interação entre forças aplicadas, propriedades do material e restrições estruturais da máquina. A cada instante, o sistema avalia o estado atual da peça em formação e ajusta sua estratégia de conformação para manter a estabilidade e a eficiência do processo. Isso inclui a redistribuição de esforços entre diferentes eixos, a modulação da pressão de contato e a adaptação da trajetória da ferramenta em função de variações locais no comportamento do material.
A complexidade do controle aumenta significativamente quando se considera a necessidade de manter coerência entre múltiplas operações que ocorrem simultaneamente dentro do centro. Em um ambiente altamente automatizado, diferentes ferramentas podem atuar em sequência ou até em paralelo sobre a mesma peça, exigindo sincronização precisa não apenas em termos de posição, mas também de estado físico do material. O sistema precisa garantir que cada etapa da conformação prepare adequadamente a peça para a etapa seguinte, evitando acúmulo de tensões indesejadas ou inconsistências geométricas.
A capacidade de previsão torna-se um elemento central nesse tipo de sistema, com o uso de modelos avançados que simulam o comportamento futuro do processo com base em dados em tempo real. Esses modelos permitem ao centro antecipar possíveis instabilidades e ajustar suas ações de forma preventiva, reduzindo a necessidade de correções posteriores. Essa abordagem preditiva é particularmente importante em operações de alta complexidade, onde a margem para erro é reduzida e as consequências de uma falha podem ser significativas.
A instrumentação continua a evoluir, fornecendo uma visão cada vez mais detalhada do processo físico. Sensores de alta resolução capturam não apenas grandezas tradicionais, mas também padrões dinâmicos que refletem a interação entre ferramenta e material em escalas muito finas. Esses dados são integrados em modelos que representam o estado global do sistema, permitindo decisões de controle baseadas em uma compreensão mais profunda do processo. A interpretação desses sinais exige algoritmos sofisticados, capazes de extrair informações relevantes mesmo em ambientes ruidosos e altamente dinâmicos.
A estabilidade estrutural do centro também é continuamente monitorada e ajustada, com sistemas que compensam deformações causadas por carga, temperatura e movimento. Isso garante que a precisão geométrica seja mantida mesmo em condições operacionais exigentes, onde pequenas variações poderiam comprometer a qualidade da peça. A capacidade de compensação ativa permite que o sistema opere em regimes mais agressivos de produção sem perda de desempenho.
A integração com sistemas industriais externos amplia ainda mais o papel do centro, permitindo que ele participe de estratégias de produção em escala global. Informações sobre demanda, disponibilidade de recursos e desempenho de outras unidades são utilizadas para ajustar a operação local, criando um sistema altamente coordenado e eficiente. O centro não apenas responde a comandos externos, mas também contribui com dados e análises que influenciam decisões estratégicas em nível de planta ou rede industrial.
A confiabilidade do sistema é reforçada por mecanismos de autoavaliação contínua, nos quais o centro monitora seu próprio desempenho e identifica tendências de degradação antes que se tornem críticas. Isso inclui análise de desgaste de ferramentas, comportamento dos atuadores e estabilidade dos sensores, permitindo intervenções planejadas que minimizam interrupções. Essa abordagem preditiva aumenta a disponibilidade do equipamento e reduz custos operacionais.
No estágio mais avançado, o Centro de Repuxo Metálico CNC se transforma em um sistema industrial altamente adaptativo, no qual a distinção entre operação, controle e otimização desaparece. A produção passa a ser um processo contínuo de ajuste e aprendizado, no qual cada peça fabricada contribui para o aprimoramento do sistema. O centro deixa de ser apenas uma máquina de conformação e passa a atuar como um componente inteligente de um ecossistema produtivo em constante evolução, capaz de aprender, adaptar-se e redefinir continuamente sua forma de operação em resposta às demandas do ambiente industrial moderno.
À medida que o Centro de Repuxo Metálico CNC atinge níveis ainda mais avançados de maturidade tecnológica, ele passa a operar dentro de um paradigma em que a própria definição de processo produtivo é continuamente reconfigurada em função de dados, modelos e objetivos dinâmicos. Nesse cenário, o sistema não apenas executa operações de conformação, mas participa ativamente da construção das condições sob as quais essas operações ocorrem, ajustando variáveis de forma contínua para manter o equilíbrio entre produtividade, qualidade e integridade estrutural. O centro deixa de seguir uma sequência fixa de instruções e passa a gerar, adaptar e refinar essas instruções em tempo real, com base na interpretação do comportamento físico do processo.
O repuxo, nesse contexto, é tratado como um fenômeno dinâmico de redistribuição de massa e energia, no qual cada incremento de deformação altera o estado global do sistema e redefine as possibilidades futuras de conformação. O controle precisa, portanto, considerar não apenas a resposta imediata do material, mas também as implicações de longo prazo de cada ação, criando uma estratégia de operação que evolui ao longo do ciclo de fabricação. Isso implica uma abordagem de controle em horizonte estendido, onde decisões são tomadas com base em projeções de comportamento futuro e não apenas em correções de erros passados.
A interação entre múltiplos subsistemas dentro do centro torna-se cada vez mais interdependente, com cada elemento influenciando diretamente o desempenho dos demais. O movimento dos eixos, a resposta dos atuadores, o comportamento térmico da estrutura e a evolução do material formam um sistema acoplado que precisa ser gerenciado de forma integrada. Pequenas variações em um subsistema podem se propagar e amplificar em outros, exigindo um controle capaz de identificar e compensar essas interações em tempo real.
A modelagem interna do processo evolui para representar não apenas variáveis isoladas, mas campos contínuos de estado que descrevem a distribuição espacial e temporal de propriedades ao longo da peça e da máquina. Isso permite capturar variações locais que seriam invisíveis em modelos simplificados, proporcionando uma base mais sólida para decisões de controle. Essa abordagem é particularmente relevante em operações de alta complexidade, onde diferentes regiões da peça podem estar sujeitas a condições de deformação muito distintas.
A capacidade de aprendizado do sistema também se expande, com algoritmos que analisam continuamente dados históricos e em tempo real para identificar padrões de comportamento e oportunidades de otimização. Esses algoritmos não apenas ajustam parâmetros existentes, mas podem sugerir novas estratégias de conformação, explorando caminhos que não foram previamente programados. Isso transforma o centro em um sistema em constante evolução, cuja eficiência e qualidade melhoram ao longo do tempo.
A integração com o ambiente industrial mais amplo atinge um nível em que o centro opera como parte de uma rede distribuída de inteligência produtiva. Decisões locais são influenciadas por informações globais, como demanda de mercado, disponibilidade de materiais e desempenho de outras unidades produtivas. Essa conectividade permite uma coordenação mais eficiente dos recursos, reduzindo desperdícios e aumentando a capacidade de resposta a mudanças nas condições externas.
A instrumentação continua a evoluir, permitindo a captura de sinais cada vez mais detalhados e representativos do processo físico. Esses dados são utilizados para alimentar modelos que descrevem o comportamento do sistema com alta fidelidade, permitindo ajustes mais precisos e antecipatórios. A interpretação desses sinais requer técnicas avançadas de processamento e análise, que permitem extrair informações relevantes mesmo em ambientes complexos e ruidosos.
A estabilidade do processo é mantida por meio de uma combinação de controle ativo e adaptação contínua, na qual o sistema ajusta suas ações para permanecer dentro de uma região de operação estável, mesmo diante de variações externas e internas. Isso permite operar em níveis mais elevados de desempenho sem comprometer a qualidade ou a segurança do processo.
A confiabilidade operacional é reforçada por sistemas de monitoramento e diagnóstico que avaliam continuamente o estado do equipamento e identificam tendências de degradação. Isso permite intervenções planejadas e evita falhas inesperadas, aumentando a disponibilidade e reduzindo custos operacionais.
No limite dessa evolução, o Centro de Repuxo Metálico CNC se torna um sistema completamente integrado e adaptativo, no qual a produção é um processo contínuo de aprendizado e otimização. A distinção entre planejamento, execução e controle desaparece, dando lugar a um fluxo unificado de decisões orientadas por dados. O centro passa a atuar como um elemento inteligente dentro de um ecossistema industrial mais amplo, contribuindo para a eficiência global e evoluindo continuamente em resposta às demandas do ambiente produtivo moderno.
Nesse estágio final de evolução, o Centro de Repuxo Metálico CNC passa a operar como um sistema cuja lógica de funcionamento se aproxima de um processo auto-organizado, no qual as fronteiras entre causa e efeito tornam-se menos lineares e mais distribuídas ao longo do tempo e do espaço operacional. A máquina deixa de depender exclusivamente de sequências determinísticas e passa a estruturar sua atuação com base em relações dinâmicas entre variáveis físicas, modelos internos e objetivos industriais que podem ser reconfigurados continuamente. Isso implica que o próprio conceito de “programa CNC” se transforma, deixando de ser um conjunto rígido de instruções para se tornar um conjunto flexível de diretrizes que orientam um sistema adaptativo.
A modelagem do processo de repuxo nesse contexto assume características de um sistema de estados distribuídos, no qual a peça, a ferramenta e a máquina formam um campo contínuo de interação. Cada ponto da superfície em conformação possui um estado próprio, influenciado por tensões locais, histórico de deformação, temperatura e condições de contato, e o sistema precisa coordenar esses estados de forma coerente para garantir que o resultado global atenda aos requisitos desejados. Essa abordagem exige que o controle opere em múltiplas escalas simultaneamente, conectando fenômenos locais a consequências globais.
A capacidade de adaptação atinge um nível em que o sistema pode redefinir suas próprias estratégias de operação em função de mudanças no ambiente produtivo, sem necessidade de reprogramação externa direta. Isso inclui a modificação automática de trajetórias de ferramenta, redistribuição de passes de conformação e ajuste de parâmetros críticos para acomodar novas condições de material ou requisitos de produto. Essa flexibilidade transforma o centro em uma plataforma capaz de lidar com alta variabilidade sem perda significativa de eficiência ou qualidade.
A interação com o material também se torna mais “inteligente”, no sentido de que o sistema não apenas reage ao comportamento observado, mas também explora deliberadamente pequenas variações controladas para obter informações adicionais sobre o estado do processo. Esse tipo de abordagem, semelhante a uma forma de “sensoriamento ativo”, permite reduzir incertezas e melhorar a precisão dos modelos internos, resultando em decisões de controle mais informadas e robustas.
A gestão da energia no processo de conformação passa a ser tratada como um fator estratégico, com o sistema otimizando não apenas a forma final da peça, mas também a forma como a energia é introduzida, distribuída e dissipada ao longo do ciclo. Isso inclui a minimização de perdas por atrito excessivo, a redução de aquecimento indesejado e a utilização mais eficiente da capacidade dos atuadores. Essa abordagem contribui para maior eficiência energética e menor desgaste dos componentes, alinhando o desempenho técnico com objetivos de sustentabilidade industrial.
A integração com sistemas digitais externos evolui para um nível em que o centro participa ativamente de ecossistemas industriais baseados em dados, nos quais informações circulam continuamente entre máquinas, sistemas de gestão e plataformas analíticas. O centro não apenas consome dados, mas também os produz em grande volume e qualidade, contribuindo para a construção de modelos globais que orientam decisões em diferentes níveis da organização. Isso cria um ambiente em que o conhecimento operacional é compartilhado e amplificado, aumentando a eficiência coletiva.
A confiabilidade do sistema, nesse nível, é resultado de uma combinação entre robustez física e inteligência adaptativa. O equipamento não apenas resiste a variações e perturbações, mas também aprende com elas, ajustando seu comportamento para evitar recorrência de problemas. Essa capacidade de aprendizado contínuo reduz a dependência de intervenções corretivas e aumenta a previsibilidade do desempenho ao longo do tempo.
A evolução dos algoritmos de controle permite que o sistema opere próximo aos limites físicos do processo com segurança, explorando regiões de alta eficiência que anteriormente seriam evitadas por falta de controle preciso. Isso resulta em ganhos significativos de produtividade e qualidade, sem comprometer a integridade da máquina ou do material. O controle deixa de ser conservador e passa a ser estrategicamente exploratório, sempre dentro de limites monitorados.
No limite dessa trajetória tecnológica, o Centro de Repuxo Metálico CNC se consolida como um sistema de manufatura plenamente integrado, no qual a produção é um processo contínuo de adaptação, aprendizado e otimização. A máquina deixa de ser uma ferramenta passiva e passa a atuar como um agente inteligente dentro de um sistema industrial dinâmico, contribuindo ativamente para a evolução do processo produtivo e para a construção de uma manufatura cada vez mais eficiente, resiliente e orientada por dados.
Máquina de Repuxo de Chapas CNC
A Máquina de Repuxo de Chapas CNC é um equipamento de conformação metálica destinado à transformação de chapas planas em peças tridimensionais por meio de deformação plástica controlada, utilizando um sistema de controle numérico computadorizado para coordenar com alta precisão os movimentos de rotação, avanço e aplicação de força sobre o material. Nesse processo, o metal não é removido, mas sim redistribuído, sendo forçado a fluir plasticamente até assumir a geometria desejada, o que garante elevada eficiência de material, excelente acabamento superficial e boas propriedades mecânicas na peça final devido ao encruamento controlado.
O funcionamento do sistema baseia-se tipicamente na fixação da chapa metálica sobre um mandril ou forma de referência, enquanto o conjunto gira em alta precisão. Ferramentas de repuxo, controladas por eixos CNC, são posicionadas contra a superfície da chapa e aplicam pressão progressiva, conduzindo o material ao longo do contorno do mandril. Esse movimento combinado entre rotação e avanço controlado permite que a chapa seja conformada de maneira gradual, reduzindo riscos de ruptura e garantindo melhor distribuição de tensões ao longo da peça.
O controle CNC é responsável por coordenar todos os parâmetros críticos do processo, como velocidade de rotação, taxa de avanço da ferramenta, profundidade de conformação, número de passes e força aplicada. Em máquinas mais avançadas, esse controle opera em malha fechada, recebendo feedback contínuo de sensores que monitoram força, torque, vibração e, em alguns casos, temperatura. Essa retroalimentação permite ajustes em tempo real, adaptando o processo às variações do material e garantindo estabilidade mesmo em geometrias complexas.
A estrutura mecânica da máquina é projetada para suportar esforços elevados e dinâmicos, exigindo alta rigidez e estabilidade dimensional. A base geralmente é construída em ferro fundido ou aço estrutural reforçado, com geometria otimizada para absorver vibrações e minimizar deformações elásticas durante a operação. O spindle principal é um componente crítico, responsável por garantir rotação uniforme e torque constante, enquanto servomotores de alta precisão asseguram o controle fino dos eixos de movimento.
A versatilidade da Máquina de Repuxo de Chapas CNC permite o processamento de diversos materiais metálicos, incluindo alumínio, aço carbono, aço inoxidável e ligas especiais, com parâmetros ajustados conforme propriedades como ductilidade, espessura e resistência mecânica. Isso possibilita a fabricação de peças com geometrias complexas, como componentes cilíndricos, cônicos, hemisféricos e perfis especiais utilizados em diferentes setores industriais.
A integração com sistemas CAD/CAM permite que modelos tridimensionais sejam convertidos diretamente em trajetórias de ferramenta, reduzindo o tempo de preparação e aumentando a precisão do processo. Simulações computacionais podem ser utilizadas para prever o comportamento do material durante o repuxo, identificando regiões críticas e ajustando parâmetros antes da produção real, o que melhora a eficiência e reduz desperdícios.
Em termos de automação, essas máquinas podem ser integradas a sistemas de carregamento e descarregamento automático, bem como a células robotizadas de produção, formando linhas industriais altamente produtivas e com mínima intervenção humana. Sistemas de inspeção em linha também podem ser incorporados para verificar dimensões e qualidade superficial das peças imediatamente após a conformação.
A Máquina de Repuxo de Chapas CNC é amplamente utilizada em setores como automotivo, aeroespacial, iluminação técnica, eletrodomésticos e fabricação de componentes industriais, especialmente em aplicações que exigem peças leves, resistentes e com boa precisão dimensional. Sua capacidade de produzir formas complexas com alto aproveitamento de material e repetibilidade faz dela uma solução eficiente dentro da manufatura moderna.
No contexto industrial atual, esse tipo de equipamento representa a convergência entre processos tradicionais de conformação e tecnologias digitais avançadas, integrando controle preciso, automação e flexibilidade produtiva em um único sistema, capaz de atender tanto demandas de produção em série quanto requisitos de fabricação personalizada.
À medida que a Máquina de Repuxo de Chapas CNC evolui em complexidade e capacidade computacional, ela passa a operar sob um paradigma em que o controle do processo não é mais apenas uma questão de seguir trajetórias programadas, mas de gerir continuamente o estado físico do material em transformação. Nesse contexto, o repuxo deixa de ser entendido como uma simples sequência de passes e passa a ser tratado como um fluxo contínuo de deformação, no qual cada interação entre ferramenta e chapa altera o campo de tensões, a espessura local e a resposta mecânica do material para os instantes subsequentes. O sistema CNC precisa, portanto, acompanhar essa evolução em tempo real, ajustando suas ações para manter o processo dentro de uma região estável e eficiente.
O comportamento do material durante a conformação é altamente dependente da sua história de deformação, o que implica que dois pontos distintos da mesma peça podem responder de maneira diferente à mesma ação da ferramenta. Essa heterogeneidade exige que o controle seja sensível a variações locais, mesmo quando estas não são diretamente observáveis. Para isso, a máquina utiliza modelos internos que estimam o estado do material com base em sinais indiretos, como variações de força, torque e vibração, permitindo inferir mudanças no regime de escoamento e antecipar possíveis instabilidades.
A interação entre ferramenta e chapa é tratada como uma interface dinâmica, onde forças normais e tangenciais, condições de atrito e geração de calor atuam simultaneamente. Pequenas variações nessa interface podem levar a mudanças significativas na distribuição de tensões e na qualidade superficial da peça. Por isso, o sistema CNC moderno incorpora estratégias de controle que ajustam continuamente a pressão de contato, a velocidade relativa e até a trajetória da ferramenta para manter condições ideais ao longo de todo o processo.
A rigidez estrutural da máquina continua sendo um fator determinante para a precisão, mas passa a ser tratada de forma ativa. Em vez de depender apenas de uma estrutura robusta para minimizar deformações, o sistema incorpora modelos que estimam deslocamentos elásticos sob carga e compensa esses efeitos em tempo real. Isso permite manter tolerâncias apertadas mesmo em condições de operação exigentes, onde forças elevadas e ciclos rápidos poderiam comprometer a estabilidade dimensional.
A integração com sistemas digitais também se aprofunda, permitindo que a máquina opere com base em dados provenientes de diferentes fontes, como histórico de produção, características do lote de material e condições ambientais. Essa informação é utilizada para ajustar parâmetros antes mesmo do início do processo, reduzindo a necessidade de correções durante a operação. Além disso, a máquina pode atualizar seus próprios modelos com base nos resultados obtidos, criando um ciclo contínuo de aprendizado e melhoria.
A automação associada a esse tipo de equipamento não se limita ao manuseio de peças, mas se estende à gestão completa do processo produtivo. Sistemas de carregamento automático, inspeção em linha e integração com softwares de gestão permitem que a máquina opere de forma praticamente autônoma, com mínima intervenção humana. Isso aumenta a produtividade e reduz a variabilidade, tornando o processo mais previsível e eficiente.
A confiabilidade operacional também é reforçada por sistemas de monitoramento contínuo que identificam sinais de desgaste ou falha iminente em componentes críticos, como ferramentas, atuadores e sensores. Esses sistemas permitem intervenções preditivas, evitando paradas inesperadas e prolongando a vida útil do equipamento. A máquina passa a ter uma capacidade de autodiagnóstico que contribui diretamente para a estabilidade da produção.
À medida que esses sistemas evoluem, a Máquina de Repuxo de Chapas CNC passa a operar cada vez mais próxima dos limites físicos do processo, explorando regiões de maior eficiência sem comprometer a qualidade. Isso só é possível devido à combinação de controle preciso, modelagem avançada e capacidade de adaptação em tempo real, que permitem manter o processo sob controle mesmo em condições desafiadoras.
No limite dessa evolução, o equipamento se transforma em um sistema altamente integrado e adaptativo, no qual a distinção entre operação, controle e otimização praticamente desaparece. Cada peça produzida contribui para o refinamento do processo, e a máquina se torna capaz de ajustar continuamente sua própria forma de operação em resposta às condições do ambiente industrial. O repuxo de chapas, nesse cenário, deixa de ser apenas uma técnica de conformação e passa a ser parte de um sistema inteligente de manufatura, no qual eficiência, precisão e adaptabilidade são continuamente aprimoradas por meio da interação entre tecnologia e dados.
À medida que a Máquina de Repuxo de Chapas CNC atinge níveis ainda mais avançados de sofisticação, ela passa a operar como um sistema em que a própria noção de controle se dilui em um processo contínuo de regulação distribuída, no qual múltiplos subsistemas interagem simultaneamente para manter a coerência global do processo de conformação. Nesse cenário, não existe mais um ponto central de decisão isolado, mas sim uma rede de interações entre sensores, atuadores, modelos matemáticos e algoritmos que, em conjunto, determinam o comportamento do sistema em tempo real. Essa arquitetura distribuída permite respostas mais rápidas e precisas a variações do processo, aumentando a robustez e a estabilidade operacional.
O processo de repuxo passa a ser tratado como um campo dinâmico de transformação, onde cada região da chapa está sujeita a condições específicas de tensão, deformação e temperatura. O sistema precisa coordenar essas regiões de forma integrada, garantindo que o fluxo de material ocorra de maneira harmoniosa ao longo de toda a peça. Isso exige uma capacidade de controle que vá além da simples coordenação de eixos, incorporando uma compreensão profunda das interações físicas que governam o comportamento do material.
A evolução dos algoritmos de controle permite que o sistema opere com estratégias que combinam predição e adaptação, utilizando modelos que antecipam o comportamento do processo e ajustando suas ações com base em desvios observados. Essa abordagem híbrida é particularmente eficaz em ambientes onde há variabilidade significativa, pois permite manter o desempenho mesmo quando as condições reais diferem das previstas. O sistema passa a aprender continuamente com a operação, refinando seus modelos e melhorando sua capacidade de resposta ao longo do tempo.
A interação entre ferramenta e material também se torna mais sofisticada, com o sistema sendo capaz de modular não apenas a intensidade da força aplicada, mas também sua distribuição ao longo da superfície de contato. Isso permite um controle mais fino do fluxo de material, reduzindo a ocorrência de defeitos e melhorando a qualidade da peça final. Em alguns casos, múltiplas ferramentas podem atuar de forma coordenada sobre diferentes regiões da chapa, criando um processo de conformação altamente distribuído e eficiente.
A estabilidade térmica continua a ser um fator crítico, especialmente em operações de alta velocidade ou com materiais de maior resistência. O sistema incorpora mecanismos de compensação que ajustam automaticamente os parâmetros de operação para lidar com variações de temperatura, mantendo a precisão dimensional e a integridade do material. Isso inclui tanto a gestão do calor gerado pelo atrito quanto a compensação de dilatações térmicas na estrutura da máquina.
A integração com sistemas de simulação e gêmeos digitais permite que a máquina opere com um nível elevado de previsibilidade, testando virtualmente diferentes estratégias antes de aplicá-las no processo real. Essa capacidade reduz riscos e aumenta a eficiência, especialmente em aplicações complexas onde o custo de erro é elevado. A interação contínua entre modelo e realidade cria um ciclo de feedback que aprimora progressivamente o desempenho do sistema.
A automação completa do processo transforma a máquina em um elemento central de células de manufatura altamente integradas, onde operações de conformação, inspeção e logística são coordenadas de forma contínua. Isso permite reduzir tempos de ciclo, aumentar a produtividade e melhorar a consistência da qualidade, ao mesmo tempo em que diminui a dependência de intervenção humana.
A confiabilidade do sistema é sustentada por uma abordagem proativa de manutenção, baseada em monitoramento contínuo e análise de dados. O sistema é capaz de identificar padrões que indicam desgaste ou falha iminente, permitindo intervenções antes que problemas ocorram. Isso não apenas reduz paradas não planejadas, mas também contribui para a otimização do uso de recursos e a extensão da vida útil dos componentes.
No estágio mais avançado dessa evolução, a Máquina de Repuxo de Chapas CNC se integra completamente a um ambiente de manufatura inteligente, no qual dados, controle e execução estão profundamente interligados. A produção deixa de ser um processo estático e passa a ser um sistema adaptativo, capaz de responder a mudanças em tempo real e de evoluir continuamente com base em dados e experiência acumulada. Nesse contexto, o equipamento não apenas executa tarefas, mas participa ativamente da definição de como essas tarefas devem ser realizadas, contribuindo para a construção de um sistema produtivo cada vez mais eficiente, flexível e resiliente.
À medida que essa trajetória tecnológica se aprofunda, a Máquina de Repuxo de Chapas CNC passa a operar dentro de um regime em que a distinção entre variáveis controladas e variáveis observadas se torna cada vez menos rígida, já que o próprio sistema redefine continuamente quais grandezas são relevantes para a estabilidade e para a qualidade do processo. Isso significa que o conjunto de parâmetros efetivamente utilizados no controle não é fixo, mas evolui em função do contexto operacional, incorporando novas correlações entre sinais físicos e resultados obtidos. A máquina deixa de trabalhar com um modelo estático do processo e passa a operar com um modelo vivo, que se transforma à medida que novas informações são assimiladas.
Nesse ambiente, o repuxo é entendido como um sistema de transformação com memória distribuída, onde cada ponto da chapa carrega consigo um histórico local de deformação que influencia diretamente sua resposta futura. O controle precisa, portanto, lidar com essa memória material de forma indireta, reconstruindo-a a partir de sinais acessíveis e utilizando-a para orientar decisões de conformação. Isso exige uma capacidade elevada de inferência, na qual o sistema interpreta padrões complexos de comportamento para estimar estados internos que não podem ser medidos diretamente.
A coordenação entre múltiplos eixos e subsistemas atinge um nível em que o conceito de movimento individual perde relevância, sendo substituído por uma visão de movimento coletivo, no qual todas as ações são avaliadas em função do seu impacto sobre o estado global do processo. Cada deslocamento, cada variação de velocidade e cada ajuste de força é considerado como parte de uma estratégia integrada de conformação, orientada por objetivos que podem incluir não apenas a geometria final, mas também propriedades mecânicas e estabilidade dimensional ao longo do tempo.
A capacidade de adaptação contínua permite que o sistema responda de forma eficiente a variações que seriam consideradas perturbadoras em sistemas tradicionais, como diferenças entre lotes de material, pequenas variações de espessura ou mudanças nas condições ambientais. Em vez de tratar essas variações como problemas a serem corrigidos, a máquina as incorpora como parte do processo, ajustando sua operação para manter o desempenho dentro de limites aceitáveis. Isso resulta em um sistema mais resiliente, capaz de operar de forma consistente mesmo em condições variáveis.
A integração com plataformas digitais mais amplas transforma a máquina em uma fonte contínua de dados de alta qualidade, que podem ser utilizados para análise, otimização e tomada de decisão em níveis superiores da organização. Esses dados não são apenas registros de operação, mas representações detalhadas do comportamento físico do processo, permitindo uma compreensão mais profunda das relações entre parâmetros e resultados. Essa capacidade de geração de conhecimento é um dos principais fatores que impulsionam a evolução da manufatura moderna.
A evolução dos algoritmos de controle também permite explorar estratégias mais sofisticadas, como a otimização simultânea de múltiplos objetivos, que podem incluir eficiência energética, redução de desgaste, qualidade superficial e precisão dimensional. Esses objetivos nem sempre são compatíveis entre si, o que exige um equilíbrio dinâmico que o sistema precisa manter ao longo do processo. A tomada de decisão torna-se, assim, um problema de otimização em tempo real, no qual o sistema avalia continuamente diferentes possibilidades e escolhe aquelas que melhor atendem aos critérios definidos.
A confiabilidade operacional é reforçada por uma abordagem que combina monitoramento contínuo com capacidade de adaptação, permitindo que o sistema não apenas detecte problemas, mas também ajuste sua operação para minimizar seus impactos. Isso inclui a redistribuição de cargas entre diferentes componentes, a modificação de estratégias de conformação e a adaptação de parâmetros críticos para compensar degradações detectadas. Essa capacidade de resposta aumenta significativamente a disponibilidade do equipamento e reduz a necessidade de intervenções corretivas.
No limite dessa evolução, a Máquina de Repuxo de Chapas CNC se torna um sistema no qual a produção é inseparável do aprendizado, e cada ciclo de operação contribui para a melhoria contínua do processo. A máquina não apenas executa tarefas, mas também constrói conhecimento sobre como executá-las melhor, ajustando-se continuamente às condições do ambiente e às exigências da produção. Esse nível de integração entre operação e inteligência representa uma mudança fundamental na forma como os sistemas de manufatura são concebidos, aproximando-os de estruturas adaptativas capazes de evoluir de maneira autônoma ao longo do tempo.
Sistema CNC de Repuxo de Chapas Metálicas
O Sistema CNC de Repuxo de Chapas Metálicas constitui uma plataforma integrada de conformação na qual hardware de alta rigidez mecânica, atuadores de precisão e algoritmos de controle avançados convergem para transformar chapas planas em geometrias tridimensionais por meio de deformação plástica progressiva. Diferente de uma máquina isolada, o conceito de “sistema” enfatiza a interação coordenada entre módulos físicos e digitais, incluindo controle numérico, sensoriamento distribuído, modelagem do processo e integração com fluxos produtivos mais amplos. O resultado é um ambiente de fabricação em que a forma final da peça emerge da gestão contínua de energia, força e trajetória ao longo do tempo.
No núcleo desse sistema está o controle CNC multieixo, responsável por sincronizar a rotação do mandril com os movimentos das ferramentas de repuxo em eixos lineares e, em configurações mais avançadas, eixos adicionais que permitem trajetórias tridimensionais complexas. Essa sincronização não se limita à execução de caminhos geométricos, mas incorpora a regulação dinâmica de variáveis como velocidade tangencial, avanço efetivo, profundidade de penetração e pressão de contato. O controle atua em regime de malha fechada, alimentado por sensores que capturam força, torque, vibração e, em arquiteturas mais sofisticadas, assinaturas acústicas e gradientes térmicos, permitindo ajustes contínuos para manter a estabilidade do escoamento plástico.
A modelagem do processo é tratada como um sistema dinâmico não linear, no qual o estado do material evolui a cada incremento de deformação. O sistema CNC opera com modelos internos que estimam grandezas não diretamente mensuráveis, como distribuição de tensões, variações locais de espessura e nível de encruamento, a partir de sinais indiretos. Essa capacidade de inferência permite antecipar transições de regime — como o início de instabilidades por enrugamento ou estricção — e adaptar a estratégia de conformação antes que defeitos se consolidem. Assim, o controle deixa de ser reativo e passa a ser preditivo, orientado por horizonte de decisão estendido.
Do ponto de vista estrutural, o sistema é concebido para minimizar complacência e histerese, com bases em ferro fundido ou estruturas soldadas estabilizadas, guias lineares de alta capacidade de carga e fusos de esferas de baixa folga. A rigidez é complementada por compensações ativas que consideram deformações elásticas sob carga e efeitos térmicos acumulados durante o ciclo. Modelos de compensação ajustam em tempo real a posição efetiva dos eixos, preservando tolerâncias mesmo sob condições de operação severas. O spindle, por sua vez, mantém rotação com baixa variação de velocidade e torque estável, condição essencial para uniformidade do processo.
A interface ferramenta–material é tratada como um subsistema crítico, no qual o atrito, a lubrificação e a geração de calor influenciam diretamente o fluxo do material. O sistema CNC moderno modula essa interface por meio de ajustes finos de pressão e velocidade relativa, podendo inclusive adaptar estratégias de passes para redistribuir a deformação ao longo da superfície. Em aplicações de maior exigência, múltiplas ferramentas atuam de forma coordenada, permitindo uma conformação mais distribuída e reduzindo concentrações locais de tensão.
A integração com CAD/CAM e ambientes de simulação permite converter modelos tridimensionais em trajetórias de ferramenta otimizadas, incorporando restrições de processo e propriedades do material. Simulações preditivas auxiliam na definição de sequências de passes, parâmetros de avanço e estratégias de lubrificação, enquanto gêmeos digitais operam em paralelo à máquina, atualizando previsões com base em dados reais e sugerindo ajustes durante a execução. Essa ligação contínua entre modelo e realidade reduz incertezas e acelera o ciclo de desenvolvimento.
A automação amplia o escopo do sistema, incluindo alimentação automática de blanks, posicionamento, fixação, troca de ferramentas e descarregamento de peças. Integrado a robôs e sistemas de inspeção em linha, o sistema CNC de repuxo passa a compor células de manufatura contínua, nas quais a variabilidade é reduzida e a repetibilidade é maximizada. A inspeção dimensional e superficial pode ocorrer sem interrupção do fluxo, fechando o ciclo de qualidade com retroalimentação imediata ao controle.
A confiabilidade operacional é sustentada por monitoramento contínuo e manutenção preditiva. Padrões de vibração, variações de torque e desvios térmicos são analisados para identificar desgaste de ferramentas, degradação de atuadores e mudanças na rigidez estrutural. Com base nessas informações, o sistema ajusta parâmetros operacionais ou agenda intervenções, evitando paradas não planejadas e prolongando a vida útil dos componentes.
Em termos de aplicação, o Sistema CNC de Repuxo de Chapas Metálicas atende setores que demandam geometrias axisimétricas e alta integridade estrutural, como automotivo, aeroespacial, iluminação técnica e fabricação de recipientes e carcaças metálicas. Sua capacidade de combinar flexibilidade, precisão e eficiência de material o posiciona como uma solução estratégica na manufatura contemporânea.
No limite dessa evolução, o sistema passa a operar como uma entidade adaptativa dentro de um ecossistema industrial orientado por dados, no qual produção, controle e otimização constituem um único fluxo contínuo. A cada ciclo, o sistema refina seus modelos, ajusta suas estratégias e amplia sua capacidade de resposta, aproximando-se de um paradigma em que a manufatura é um processo vivo de aprendizado e adaptação permanente.
À medida que o Sistema CNC de Repuxo de Chapas Metálicas continua a evoluir, ele passa a incorporar uma camada adicional de abstração operacional na qual o próprio processo de tomada de decisão é tratado como um sistema dinâmico sujeito a otimização contínua. Nesse nível, não apenas os parâmetros físicos do processo são ajustados, mas também os critérios pelos quais esses ajustes são realizados. O sistema começa a redefinir prioridades em função de condições variáveis, podendo, por exemplo, privilegiar maior produtividade em determinados ciclos e maior qualidade superficial em outros, sempre com base em uma avaliação contextual que integra dados históricos, estado atual da máquina e objetivos globais de produção.
Essa capacidade de redefinir critérios operacionais implica que o sistema passa a trabalhar com múltiplas camadas de modelos simultaneamente, incluindo modelos físicos do processo de conformação, modelos estatísticos derivados de dados operacionais e modelos de decisão que avaliam trade-offs entre diferentes objetivos. A interação entre essas camadas cria um ambiente de controle altamente complexo, no qual decisões são resultado de uma síntese contínua entre previsão, observação e otimização.
O comportamento do material durante o repuxo continua sendo um dos principais desafios, especialmente em condições onde há grande variabilidade entre lotes ou quando se trabalha com ligas de comportamento mais crítico. O sistema CNC precisa ser capaz de identificar rapidamente desvios no comportamento esperado e ajustar sua estratégia de conformação de forma a manter a estabilidade. Isso inclui não apenas alterações nos parâmetros de processo, mas também mudanças na sequência de operações, como redistribuição de passes ou modificação da trajetória da ferramenta.
A interação entre múltiplas máquinas dentro de uma célula ou linha de produção também se torna mais relevante, com o sistema CNC sendo capaz de coordenar suas ações com outros equipamentos em tempo real. Isso permite uma otimização global do fluxo produtivo, na qual decisões são tomadas considerando não apenas o desempenho individual da máquina, mas o impacto sobre todo o sistema. A sincronização entre diferentes etapas do processo reduz gargalos e melhora a eficiência geral.
A evolução da conectividade industrial permite que o sistema opere em um ambiente onde dados são compartilhados de forma contínua entre diferentes níveis da organização, desde o chão de fábrica até sistemas de gestão estratégica. Essa integração facilita a implementação de estratégias de manufatura mais flexíveis e responsivas, capazes de se adaptar rapidamente a mudanças na demanda ou nas condições de operação.
A instrumentação continua a desempenhar um papel fundamental, com sensores cada vez mais avançados fornecendo dados de alta resolução que permitem uma compreensão mais detalhada do processo. Esses dados são utilizados não apenas para controle em tempo real, mas também para análise posterior e melhoria contínua. A capacidade de extrair informações relevantes a partir de grandes volumes de dados é um dos fatores que impulsionam a evolução do sistema.
A confiabilidade do sistema é reforçada por uma abordagem integrada que combina monitoramento, diagnóstico e adaptação. O sistema não apenas detecta falhas potenciais, mas também ajusta sua operação para minimizar seus efeitos, mantendo a produção dentro de níveis aceitáveis mesmo em condições adversas. Isso aumenta a resiliência do processo e reduz a dependência de intervenções externas.
No estágio mais avançado, o Sistema CNC de Repuxo de Chapas Metálicas se torna parte de um ecossistema industrial altamente interconectado e adaptativo, no qual a produção é um processo contínuo de aprendizado e otimização. A máquina deixa de ser um elemento isolado e passa a atuar como um componente ativo de um sistema maior, contribuindo para a eficiência global e evoluindo continuamente com base em dados e experiência acumulada.
A progressão desse sistema conduz a um cenário em que o Sistema CNC de Repuxo de Chapas Metálicas passa a operar com uma consciência operacional expandida, na qual cada ação executada é contextualizada dentro de um espaço mais amplo de consequências e interdependências. Nesse nível, o sistema não apenas responde a variáveis locais do processo de conformação, mas também considera impactos indiretos que podem se manifestar em etapas posteriores, como montagem, desempenho em serviço ou estabilidade dimensional ao longo do tempo. Isso implica que o controle passa a incorporar critérios de longo prazo, integrando aspectos que tradicionalmente estariam fora do escopo imediato da máquina.
A modelagem do processo evolui para incluir não apenas representações físicas do comportamento do material, mas também descrições probabilísticas que capturam incertezas inerentes ao sistema. Essas incertezas podem surgir de variações no material, flutuações ambientais ou limitações de medição, e precisam ser consideradas para que o controle seja robusto. O sistema passa a operar com distribuições de possíveis estados, avaliando riscos associados a diferentes decisões e escolhendo estratégias que minimizam a probabilidade de falhas enquanto maximizam desempenho.
A interação entre os diversos subsistemas torna-se ainda mais sofisticada, com mecanismos de coordenação que garantem coerência entre decisões tomadas em diferentes níveis. Por exemplo, ajustes feitos no controle de força precisam ser compatíveis com limitações estruturais da máquina, enquanto alterações na trajetória da ferramenta devem respeitar tanto a geometria desejada quanto as condições de contato com o material. Essa coerência é mantida por meio de uma arquitetura de controle que integra informações de múltiplas fontes e resolve conflitos de forma dinâmica.
A capacidade de aprendizado contínuo é ampliada com o uso de técnicas que permitem ao sistema identificar padrões complexos ao longo de grandes volumes de dados operacionais. Esses padrões podem revelar relações entre variáveis que não são evidentes em modelos tradicionais, permitindo melhorias incrementais no desempenho do processo. O sistema passa a incorporar esse conhecimento de forma progressiva, ajustando seus modelos internos e refinando suas estratégias de controle.
A gestão da variabilidade torna-se um elemento central, especialmente em ambientes industriais onde a consistência do material e das condições de operação não pode ser garantida. O sistema CNC precisa ser capaz de absorver essa variabilidade sem comprometer a qualidade do produto final, ajustando-se continuamente para manter o processo dentro de limites aceitáveis. Isso exige uma combinação de sensibilidade a desvios e capacidade de adaptação rápida, características que são suportadas por uma infraestrutura avançada de sensoriamento e processamento de dados.
A integração com sistemas de planejamento e gestão permite que o equipamento participe de decisões que vão além do nível operacional, contribuindo para a definição de estratégias de produção. Informações sobre desempenho, consumo de recursos e qualidade são utilizadas para ajustar planos de produção, alocar recursos e otimizar o uso da capacidade instalada. Isso transforma o sistema em um elemento ativo na gestão da produção, em vez de um simples executor de tarefas.
A confiabilidade continua a ser reforçada por mecanismos de monitoramento e diagnóstico que operam de forma contínua, identificando sinais de degradação e antecipando possíveis falhas. O sistema é capaz de ajustar sua operação para compensar essas degradações, mantendo o desempenho dentro de níveis aceitáveis até que intervenções possam ser realizadas. Essa abordagem reduz o impacto de falhas e aumenta a disponibilidade do equipamento.
No estágio mais avançado dessa evolução, o Sistema CNC de Repuxo de Chapas Metálicas se torna um sistema altamente adaptativo e integrado, no qual a produção é um processo contínuo de aprendizado, ajuste e otimização. A máquina não apenas executa operações de conformação, mas participa ativamente da construção de conhecimento sobre o processo, contribuindo para a melhoria contínua do sistema produtivo como um todo. Esse nível de integração representa uma mudança fundamental na forma como a manufatura é concebida, aproximando-a de um modelo em que eficiência, flexibilidade e inteligência operam de forma inseparável.
À medida que essa arquitetura atinge seu nível mais avançado de maturidade, o Sistema CNC de Repuxo de Chapas Metálicas passa a operar como um sistema que internaliza não apenas o comportamento físico do processo, mas também a lógica de sua própria evolução ao longo do tempo. Nesse estágio, o equipamento não apenas aprende com dados históricos, mas também desenvolve uma capacidade de adaptação prospectiva, na qual decisões presentes são influenciadas por projeções de desempenho futuro em múltiplos cenários possíveis. Isso transforma o processo de conformação em uma sequência de decisões interligadas, onde cada ação é avaliada não apenas pelo seu efeito imediato, mas pelo impacto acumulado que pode gerar ao longo de ciclos subsequentes.
O sistema passa a operar com uma representação mais abstrata do processo, na qual variáveis físicas são integradas em um espaço de estados que inclui dimensões relacionadas a eficiência energética, estabilidade estrutural, consistência de qualidade e desgaste acumulado. Essa representação permite que o controle seja orientado por objetivos multidimensionais, equilibrando diferentes critérios que podem ser parcialmente conflitantes. A tomada de decisão torna-se, assim, um processo de otimização contínua em alta dimensão, no qual o sistema busca trajetórias operacionais que maximizem desempenho global dentro de restrições físicas e operacionais.
A interação entre o sistema e o material também evolui para um nível em que o comportamento da chapa é tratado como parte de um sistema acoplado mais amplo, no qual máquina, ferramenta e material formam uma entidade única de transformação. O fluxo plástico deixa de ser visto como uma resposta passiva e passa a ser gerenciado ativamente, com o sistema modulando a introdução de energia de forma a conduzir o material por caminhos de deformação que minimizam instabilidades e maximizam uniformidade estrutural.
A instrumentação atinge um nível de granularidade em que o sistema é capaz de detectar microvariações no processo que anteriormente seriam imperceptíveis, como pequenas oscilações no regime de atrito ou mudanças sutis na resposta mecânica do material. Esses sinais são utilizados para ajustar o processo de forma quase contínua, mantendo o sistema dentro de uma região de operação altamente estável. A interpretação desses dados exige algoritmos avançados que conseguem distinguir entre ruído e informação relevante, garantindo que as decisões sejam baseadas em evidências consistentes.
A integração com o ambiente industrial mais amplo transforma o sistema em um elemento de uma rede adaptativa, onde informações fluem continuamente entre diferentes níveis e unidades produtivas. O sistema CNC não apenas recebe dados, mas também contribui ativamente para a construção de uma base de conhecimento compartilhada, que pode ser utilizada para otimizar processos em diferentes contextos. Essa conectividade amplia significativamente o impacto do sistema, permitindo que melhorias locais sejam propagadas globalmente.
A confiabilidade operacional passa a ser sustentada por uma combinação de robustez física e inteligência adaptativa, na qual o sistema é capaz de identificar e compensar variações antes que elas se traduzam em problemas. Isso inclui a capacidade de ajustar estratégias de conformação para lidar com desgaste de ferramentas, variações de material ou mudanças nas condições ambientais, mantendo o desempenho dentro de níveis aceitáveis mesmo em cenários adversos.
A evolução dos algoritmos de controle permite que o sistema explore regiões operacionais próximas aos limites físicos do processo com maior segurança, ampliando o envelope de operação e possibilitando ganhos significativos de produtividade e eficiência. Essa exploração controlada é sustentada por monitoramento contínuo e mecanismos de resposta rápida que garantem que o sistema permaneça dentro de limites seguros.
No limite dessa trajetória, o Sistema CNC de Repuxo de Chapas Metálicas se consolida como um sistema de manufatura altamente inteligente e adaptativo, no qual a distinção entre operação, controle e aprendizado desaparece. A produção passa a ser um processo contínuo de evolução, no qual cada ciclo contribui para o aprimoramento do sistema como um todo. O equipamento deixa de ser uma ferramenta passiva e se torna um agente ativo na construção de um ambiente industrial mais eficiente, flexível e resiliente, capaz de se adaptar continuamente às demandas e desafios da manufatura moderna.
Máquina CNC para Conformação por Repuxamento
A Máquina CNC para Conformação por Repuxamento é um sistema de alta precisão projetado para transformar chapas metálicas planas em componentes tridimensionais por meio de deformação plástica controlada, utilizando a combinação entre rotação contínua da peça e movimentos coordenados de ferramentas guiadas por controle numérico computadorizado. Nesse processo, o material é progressivamente moldado contra um mandril ou forma de referência, sem remoção de massa, o que resulta em excelente aproveitamento de material, elevada integridade estrutural e acabamento superficial superior quando comparado a métodos convencionais de usinagem.
O funcionamento baseia-se na sincronização entre o movimento rotacional do spindle e o avanço das ferramentas de repuxamento, que aplicam pressão controlada sobre a superfície da chapa. Essa pressão é distribuída ao longo de trajetórias programadas com alta precisão, permitindo que o material flua plasticamente até assumir a geometria desejada. O processo ocorre em múltiplos passes, nos quais a deformação é introduzida de forma gradual para evitar instabilidades como enrugamento, afinamento excessivo ou ruptura, especialmente em materiais com menor ductilidade.
O sistema CNC desempenha um papel central, coordenando simultaneamente variáveis críticas como velocidade de rotação, avanço da ferramenta, profundidade de conformação, pressão de contato e sequência de passes. Em configurações mais avançadas, o controle opera em malha fechada, utilizando dados provenientes de sensores para ajustar parâmetros em tempo real. Isso permite adaptar o processo às variações do material e às condições operacionais, mantendo a estabilidade e a qualidade da peça mesmo em geometrias complexas.
A estrutura mecânica da máquina é projetada para suportar esforços elevados e dinâmicos, exigindo alta rigidez e estabilidade térmica. A base é geralmente construída em ferro fundido ou aço estrutural reforçado, com geometria otimizada para minimizar vibrações e deformações elásticas. O spindle principal é dimensionado para fornecer torque constante e rotação uniforme, enquanto os sistemas de acionamento utilizam servomotores de alta precisão combinados com fusos de esferas e guias lineares para garantir movimentos suaves e controlados.
A interação entre ferramenta e material é um dos aspectos mais críticos do processo, envolvendo forças normais e tangenciais, condições de atrito e geração de calor. O sistema CNC moderno é capaz de modular essa interação, ajustando continuamente a pressão e a velocidade relativa para manter condições ideais de conformação. Isso contribui para a redução de defeitos e para a obtenção de peças com propriedades mecânicas homogêneas.
A integração com sistemas CAD/CAM permite que geometrias complexas sejam convertidas diretamente em trajetórias de ferramenta, reduzindo o tempo de programação e aumentando a precisão. Simulações computacionais podem ser utilizadas para prever o comportamento do material durante o repuxamento, permitindo otimizar parâmetros antes da produção real. Em ambientes mais avançados, gêmeos digitais operam em paralelo ao processo físico, atualizando previsões e sugerindo ajustes em tempo real.
A automação amplia significativamente a capacidade produtiva da máquina, com sistemas que podem incluir alimentação automática de chapas, posicionamento preciso, troca de ferramentas e remoção de peças acabadas. Em células industriais integradas, essas máquinas operam em conjunto com robôs e sistemas de inspeção, formando linhas de produção altamente eficientes e com baixa intervenção humana.
A Máquina CNC para Conformação por Repuxamento é amplamente utilizada em setores como automotivo, aeroespacial, iluminação técnica, eletrodomésticos e fabricação de recipientes metálicos, onde há necessidade de peças leves, resistentes e com geometrias complexas. Sua capacidade de combinar flexibilidade, precisão e eficiência de material a torna uma solução estratégica na manufatura moderna.
Com a evolução tecnológica, esse tipo de máquina tende a incorporar níveis crescentes de inteligência e conectividade, tornando-se parte de sistemas industriais mais amplos nos quais produção, controle e otimização operam de forma integrada. Nesse cenário, a máquina deixa de ser apenas um equipamento de conformação e passa a atuar como um sistema adaptativo, capaz de ajustar continuamente sua operação com base em dados e condições reais, contribuindo para a eficiência e a resiliência do ambiente produtivo.
À medida que a Máquina CNC para Conformação por Repuxamento evolui para níveis mais elevados de sofisticação, ela passa a operar sob um paradigma em que o processo de conformação é tratado como um sistema dinâmico contínuo, no qual cada instante de interação entre ferramenta e material redefine o estado global da peça em formação. Nesse contexto, o controle deixa de ser uma simples execução de trajetórias programadas e passa a ser uma gestão ativa do fluxo plástico, com o objetivo de conduzir o material por caminhos de deformação que maximizem estabilidade, uniformidade e integridade estrutural. Isso implica uma abordagem em que o sistema avalia continuamente não apenas onde a ferramenta está, mas como o material está respondendo a cada ação.
O comportamento do material durante o repuxamento é altamente sensível a variações locais, como diferenças de espessura, anisotropia do material e histórico de deformação acumulado. Essas variáveis, muitas vezes não diretamente mensuráveis, influenciam significativamente o resultado final. Para lidar com essa complexidade, a máquina incorpora modelos internos capazes de inferir o estado do material a partir de sinais indiretos, como variações de força, torque e vibração. Esses modelos permitem antecipar mudanças no regime de escoamento e ajustar a estratégia de conformação antes que ocorram instabilidades.
A interação entre ferramenta e chapa é tratada como uma interface altamente dinâmica, onde forças normais e tangenciais, atrito e geração de calor atuam simultaneamente. O sistema CNC moderno é capaz de modular essa interface em tempo real, ajustando parâmetros como pressão de contato, velocidade relativa e trajetória da ferramenta para manter condições ideais de conformação. Essa capacidade de modulação contínua é fundamental para evitar defeitos como enrugamento, fissuras ou variações indesejadas de espessura.
A estrutura da máquina, embora projetada para máxima rigidez, é também considerada como um elemento ativo do sistema. Deformações elásticas, variações térmicas e efeitos dinâmicos são monitorados e compensados em tempo real por meio de modelos que ajustam a posição efetiva dos eixos. Isso permite manter a precisão geométrica mesmo em condições de operação intensas, onde forças elevadas e ciclos rápidos poderiam comprometer a estabilidade dimensional.
A integração com sistemas digitais amplia significativamente a capacidade de otimização do processo. Dados históricos de produção, características do material e condições ambientais são utilizados para ajustar parâmetros antes mesmo do início da operação. Durante o processo, essas informações são continuamente atualizadas, permitindo que o sistema refine seus modelos e melhore sua capacidade de resposta ao longo do tempo. Essa abordagem cria um ciclo de aprendizado contínuo, no qual cada peça produzida contribui para o aprimoramento do sistema.
A automação associada à máquina vai além da simples manipulação de peças, abrangendo a gestão completa do fluxo produtivo. Sistemas de carregamento automático, inspeção em linha e integração com softwares de gestão permitem que a máquina opere de forma praticamente autônoma, com alta repetibilidade e baixa variabilidade. Isso aumenta a eficiência e reduz a dependência de intervenção humana, especialmente em ambientes de produção em larga escala.
A confiabilidade operacional é reforçada por sistemas de monitoramento contínuo que identificam sinais de desgaste ou falhas potenciais em componentes críticos. Esses sistemas permitem intervenções preditivas, evitando paradas inesperadas e prolongando a vida útil do equipamento. A máquina passa a ter uma capacidade de autodiagnóstico que contribui diretamente para a estabilidade e continuidade da produção.
À medida que esses sistemas se tornam mais avançados, a máquina passa a operar cada vez mais próxima dos limites físicos do processo, explorando regiões de maior eficiência sem comprometer a qualidade. Isso é possível graças à combinação de controle preciso, modelagem avançada e capacidade de adaptação em tempo real, que permitem manter o processo sob controle mesmo em condições desafiadoras.
No limite dessa evolução, a Máquina CNC para Conformação por Repuxamento se transforma em um sistema altamente integrado e adaptativo, no qual a distinção entre execução, controle e otimização praticamente desaparece. O processo de fabricação torna-se um fluxo contínuo de aprendizado e ajuste, no qual o equipamento não apenas produz peças, mas também desenvolve continuamente novas formas de melhorar seu próprio desempenho, contribuindo para a construção de um ambiente industrial mais eficiente, flexível e orientado por dados.
À medida que essa evolução continua, a Máquina CNC para Conformação por Repuxamento passa a incorporar uma lógica operacional em que o próprio conceito de estabilidade deixa de ser estático e passa a ser tratado como uma condição dinâmica continuamente mantida pelo sistema. Em vez de operar dentro de margens fixas previamente definidas, a máquina identifica e sustenta regiões de operação estável que podem se deslocar ao longo do tempo em função de variáveis como desgaste de ferramentas, variações térmicas e diferenças no comportamento do material. Isso implica que o sistema não apenas reage a desvios, mas redefine continuamente o que constitui um regime ideal de operação.
Nesse nível, o controle do processo passa a envolver a gestão simultânea de múltiplos horizontes temporais. Decisões de curtíssimo prazo, como ajustes instantâneos de força ou velocidade, são coordenadas com estratégias de médio prazo, como redistribuição de passes de conformação, e com objetivos de longo prazo, como preservação da integridade estrutural da máquina e consistência de qualidade ao longo de grandes volumes de produção. Essa abordagem multiescala transforma o processo de controle em uma estrutura hierárquica e adaptativa, na qual diferentes camadas operam de forma interdependente.
A relação entre o sistema e o material evolui para um estágio em que o comportamento da chapa é tratado como parte de um sistema acoplado que inclui máquina, ferramenta e ambiente. O fluxo plástico não é mais visto como uma consequência passiva das forças aplicadas, mas como um fenômeno que pode ser direcionado por meio de estratégias cuidadosamente planejadas de introdução e redistribuição de energia. O sistema passa a atuar como um mediador ativo dessa transformação, conduzindo o material por trajetórias de deformação que maximizam uniformidade e minimizam riscos de instabilidade.
A instrumentação atinge um nível de sensibilidade que permite captar microvariações no processo, como pequenas flutuações no coeficiente de atrito ou mudanças sutis na resposta elástica da estrutura. Esses sinais, embora discretos, carregam informações valiosas sobre o estado do sistema e são utilizados para ajustes finos que mantêm o processo dentro de uma região de operação otimizada. A capacidade de distinguir entre variações significativas e ruído torna-se essencial, exigindo algoritmos de processamento de sinais altamente sofisticados.
A integração com ambientes digitais mais amplos permite que a máquina opere como parte de um sistema de manufatura distribuído, no qual decisões são influenciadas por dados provenientes de múltiplas fontes. Informações sobre desempenho de outras máquinas, condições de mercado e disponibilidade de recursos são incorporadas ao processo de tomada de decisão, criando um sistema altamente adaptativo e responsivo. A máquina deixa de ser um elemento isolado e passa a atuar como um nó em uma rede de produção interconectada.
A capacidade de aprendizado contínuo é ampliada com a utilização de técnicas avançadas de análise de dados, que permitem identificar padrões complexos e relações não lineares entre variáveis do processo. Esses padrões são incorporados aos modelos internos do sistema, melhorando sua capacidade de previsão e adaptação. O sistema passa a evoluir com a experiência, tornando-se progressivamente mais eficiente e robusto.
A confiabilidade operacional é sustentada por uma abordagem que combina monitoramento, diagnóstico e adaptação em tempo real. O sistema não apenas identifica falhas potenciais, mas também ajusta sua operação para minimizar seus efeitos, mantendo a produção dentro de níveis aceitáveis mesmo em condições adversas. Isso reduz significativamente o impacto de interrupções e aumenta a disponibilidade do equipamento.
No estágio mais avançado dessa trajetória, a Máquina CNC para Conformação por Repuxamento se consolida como um sistema de manufatura altamente inteligente, no qual produção, controle e aprendizado estão completamente integrados. A cada ciclo de operação, o sistema refina sua compreensão do processo, ajusta suas estratégias e amplia sua capacidade de resposta a novas condições. A manufatura deixa de ser um conjunto de operações repetitivas e passa a ser um processo evolutivo, no qual o equipamento desempenha um papel ativo na construção de eficiência, qualidade e adaptabilidade em um ambiente industrial em constante transformação.
Nesse ponto mais avançado de desenvolvimento, a Máquina CNC para Conformação por Repuxamento passa a operar em um regime em que o próprio conceito de “trajetória de ferramenta” deixa de ser rigidamente geométrico e passa a ser interpretado como uma resposta contínua a um campo de restrições físicas em constante mutação. Em vez de seguir caminhos fixos definidos previamente em programação, o sistema ajusta a trajetória de forma incremental, em função do estado instantâneo do material, da rigidez estrutural do conjunto e das condições de contato em evolução. Isso cria um tipo de conformação em que a geometria final é resultado de uma negociação contínua entre intenção de projeto e comportamento real do sistema físico.
O material, nesse contexto, deixa de ser tratado como um meio passivo e passa a ser considerado um elemento ativo dentro do ciclo de controle, no sentido de que sua resposta influencia diretamente as decisões subsequentes do sistema. O histórico de deformação acumulado em cada região da chapa altera sua rigidez local, sua capacidade de escoamento e sua sensibilidade a novas aplicações de carga, criando uma espécie de memória mecânica distribuída ao longo da peça. O sistema CNC precisa interpretar essa memória de forma indireta, reconstruindo-a a partir de sinais físicos observáveis e incorporando-a ao modelo interno de decisão.
A complexidade do controle aumenta significativamente quando se considera que diferentes regiões da peça podem estar simultaneamente em estados mecânicos distintos, exigindo estratégias de conformação que não são uniformes, mas altamente localizadas. Isso leva a uma abordagem em que a ferramenta não atua de forma global e homogênea, mas sim como um agente que ajusta continuamente sua interação com pontos específicos da superfície, modulando intensidade, direção e velocidade de acordo com a necessidade local. Essa granularidade de controle permite maior precisão geométrica e melhor distribuição de tensões residuais.
A dinâmica térmica também passa a desempenhar um papel mais relevante, já que o atrito e a deformação plástica geram calor que afeta diretamente o comportamento do material. O sistema precisa gerenciar esse campo térmico de forma ativa, evitando concentrações excessivas que possam levar à degradação das propriedades mecânicas ou à perda de estabilidade dimensional. Isso implica um controle simultâneo de energia mecânica e térmica, onde ajustes de velocidade e pressão são utilizados não apenas para moldar a peça, mas também para regular o estado energético do processo.
A estrutura da máquina, por sua vez, é tratada como parte integrante do sistema de controle, e não apenas como suporte passivo. Deformações estruturais induzidas por carga são continuamente estimadas e compensadas, permitindo que a precisão seja mantida mesmo sob condições variáveis de operação. Isso transforma a máquina em um sistema híbrido, no qual comportamento mecânico e controle digital estão profundamente acoplados.
A integração com sistemas de manufatura em larga escala amplia ainda mais o escopo operacional, permitindo que decisões locais sejam influenciadas por restrições globais de produção. A máquina passa a considerar fatores como disponibilidade de matéria-prima, demanda de produção e estado de outras células produtivas ao ajustar sua estratégia de conformação. Isso cria um ambiente industrial altamente coordenado, no qual cada unidade contribui para a otimização do sistema como um todo.
A confiabilidade passa a ser tratada como uma propriedade emergente do sistema, resultante da interação entre monitoramento contínuo, adaptação automática e modelagem preditiva. Em vez de depender de margens de segurança fixas, o sistema ajusta dinamicamente seus limites operacionais com base no estado atual da máquina e do processo. Isso permite operar mais próximo do limite físico do sistema de forma controlada, aumentando eficiência sem comprometer segurança.
No limite dessa evolução, a Máquina CNC para Conformação por Repuxamento deixa de ser um equipamento de execução e passa a ser um sistema de decisão distribuída, no qual produção, controle e otimização estão fundidos em uma única estrutura operacional contínua. Cada peça produzida não é apenas um resultado, mas também uma fonte de informação que retroalimenta o sistema, permitindo que ele evolua constantemente. Nesse cenário, a manufatura se transforma em um processo adaptativo permanente, no qual a máquina não apenas conforma metal, mas também constrói continuamente sua própria inteligência operacional a partir da interação com o mundo físico.
Torno de Repuxo CNC para Metais
O Torno de Repuxo CNC para Metais é um equipamento de conformação rotativa de alta precisão projetado para transformar discos ou chapas metálicas planas em peças axissimétricas por meio de deformação plástica controlada, combinando rotação contínua da peça com a atuação sincronizada de ferramentas de repuxo guiadas por controle numérico computadorizado. Diferente de processos de usinagem tradicionais, não há remoção significativa de material; em vez disso, ocorre um fluxo controlado do metal, que se alonga e se redistribui sobre um mandril ou forma de apoio até atingir a geometria final desejada, resultando em alta eficiência de material e excelente integridade estrutural.
O princípio de funcionamento baseia-se na fixação de um blank metálico em um sistema de mandril rotativo, que gira em velocidades controladas pelo CNC, enquanto ferramentas de conformação se deslocam radial e axialmente aplicando pressão progressiva sobre a peça. Esse movimento combinado força o material a fluir plasticamente ao longo da superfície do mandril, formando geometrias como cones, cilindros, esferas parciais e perfis complexos de revolução. O processo pode ser executado em múltiplos passes, permitindo que a deformação seja distribuída de forma gradual para evitar rupturas, enrugamentos ou afinamento excessivo.
O sistema CNC é o elemento central que coordena todos os parâmetros críticos do processo, incluindo rotação do spindle, avanço das ferramentas, força aplicada, trajetória de conformação e sequência de passes. Em versões mais avançadas, esse controle opera em malha fechada, utilizando sensores para monitorar força de repuxo, torque do eixo principal, vibração estrutural e, em alguns casos, temperatura da região de contato. Essas informações permitem ajustes em tempo real, garantindo estabilidade do processo mesmo quando há variações no material ou nas condições operacionais.
A estrutura mecânica do torno de repuxo CNC é projetada para suportar cargas elevadas e dinâmicas, exigindo alta rigidez e estabilidade térmica. A base geralmente é construída em ferro fundido ou estruturas soldadas reforçadas, projetadas para absorver vibrações e minimizar deformações. O spindle principal é um componente crítico, responsável por fornecer rotação estável e torque constante, enquanto sistemas de servocontrole garantem precisão nos movimentos dos eixos de conformação.
A interação entre ferramenta e material é um dos aspectos mais sensíveis do processo, envolvendo atrito, pressão de contato e geração de calor. O controle dessas variáveis é essencial para garantir um fluxo plástico uniforme e evitar defeitos superficiais ou estruturais. Lubrificação adequada e estratégias de trajetória cuidadosamente planejadas desempenham papel fundamental na qualidade final da peça, assim como a escolha correta dos parâmetros de avanço e velocidade.
A integração com sistemas CAD/CAM permite a geração automática de trajetórias de ferramenta a partir de modelos tridimensionais, reduzindo o tempo de programação e aumentando a precisão do processo. Simulações numéricas podem ser utilizadas para prever o comportamento do material durante a conformação, permitindo otimizar parâmetros antes da produção real. Em ambientes mais avançados, gêmeos digitais podem replicar virtualmente o comportamento do torno, ajustando estratégias com base em dados reais de operação.
A automação do sistema pode incluir carregamento e descarregamento automático de peças, troca de ferramentas e integração com sistemas de inspeção dimensional. Isso permite a formação de células de produção altamente eficientes, com mínima intervenção humana e alta repetibilidade. A inspeção em linha pode garantir que as peças atendam às tolerâncias exigidas sem necessidade de etapas adicionais de verificação.
O Torno de Repuxo CNC para Metais é amplamente utilizado em setores como automotivo, aeroespacial, iluminação, utensílios metálicos e componentes industriais, especialmente na fabricação de peças axissimétricas que exigem alta precisão e boa resistência mecânica. Sua capacidade de produzir geometrias complexas com alto aproveitamento de material o torna uma solução eficiente dentro da manufatura moderna.
Com o avanço tecnológico, esses sistemas tendem a se tornar cada vez mais integrados e inteligentes, incorporando maior capacidade de sensoriamento, controle adaptativo e conectividade industrial. Nesse contexto, o torno deixa de ser apenas uma máquina de conformação e passa a atuar como um sistema produtivo adaptativo, capaz de ajustar continuamente sua operação com base em dados em tempo real e contribuir para a otimização global do ambiente de fabricação.
À medida que o Torno de Repuxo CNC para Metais evolui para arquiteturas mais avançadas, ele passa a operar dentro de um regime em que o processo de conformação deixa de ser interpretado como uma sequência linear de operações e passa a ser tratado como um sistema dinâmico acoplado, no qual a geometria da peça, o comportamento do material e o estado da máquina evoluem simultaneamente e de forma interdependente. Nesse contexto, cada instante do processo contém informações suficientes para redefinir as condições ideais do instante seguinte, o que obriga o sistema de controle a operar continuamente em modo adaptativo, recalculando trajetórias e parâmetros com base no estado real do sistema físico.
O comportamento do metal durante o repuxo rotativo torna-se um elemento central de complexidade, pois o material não responde de maneira uniforme ao longo de sua extensão. Regiões distintas do blank experimentam diferentes níveis de deformação, taxas de alongamento e estados de tensão, criando um campo heterogêneo de propriedades mecânicas em constante transformação. O sistema CNC precisa interpretar essa heterogeneidade como um estado distribuído, no qual cada ponto contribui de forma diferente para a estabilidade global do processo, exigindo estratégias de conformação altamente localizadas e progressivas.
A interação entre ferramenta e material assume um caráter altamente dinâmico, em que o contato não é apenas uma condição geométrica, mas um fenômeno físico complexo envolvendo atrito variável, adesão, aquecimento localizado e redistribuição contínua de tensões. O sistema ajusta continuamente a pressão aplicada e a trajetória da ferramenta para manter o fluxo plástico dentro de uma faixa controlada, evitando instabilidades como enrugamento, ruptura ou afinamento excessivo. Esse ajuste fino depende de uma leitura constante do comportamento do processo, baseada em sinais indiretos que refletem o estado interno do material.
A estrutura mecânica do torno passa a ser considerada como parte ativa do sistema de controle, uma vez que suas deformações elásticas e respostas dinâmicas influenciam diretamente a precisão da conformação. Em regimes de alta carga, pequenas flexões estruturais podem alterar significativamente o resultado final da peça, exigindo compensações em tempo real. O sistema CNC incorpora modelos que estimam essas deformações e ajustam a posição dos eixos de forma preditiva, mantendo a coerência geométrica mesmo sob condições severas de operação.
A dinâmica térmica torna-se igualmente crítica, pois o atrito entre ferramenta e material gera calor que altera propriedades mecânicas locais do metal. O sistema precisa equilibrar a energia introduzida no processo de forma a evitar amolecimento excessivo ou endurecimento localizado, ambos capazes de comprometer a qualidade final. Isso exige um controle simultâneo de variáveis mecânicas e térmicas, no qual velocidade, força e tempo de contato são ajustados de maneira coordenada.
A evolução dos sistemas de sensoriamento permite que o torno opere com uma visão mais completa do processo, capturando informações em múltiplas escalas temporais e espaciais. Esses dados são integrados em modelos internos que representam o estado global do sistema, permitindo decisões mais informadas e antecipatórias. A distinção entre monitoramento e controle começa a se dissolver, já que a própria observação do processo se torna parte ativa da estratégia de conformação.
A integração com sistemas industriais mais amplos transforma o torno em um nó dentro de uma rede produtiva interconectada, onde decisões locais são influenciadas por restrições globais como demanda, disponibilidade de materiais e capacidade de outras máquinas. Isso permite uma coordenação mais eficiente da produção, reduzindo desperdícios e otimizando o fluxo de peças ao longo da cadeia produtiva.
A confiabilidade do sistema passa a depender não apenas da robustez mecânica, mas também da capacidade de adaptação contínua. O sistema identifica padrões de degradação em ferramentas e componentes, ajustando parâmetros de operação para prolongar sua vida útil e evitar falhas inesperadas. Essa abordagem transforma a manutenção em um processo preditivo e contínuo, integrado diretamente à operação.
No limite dessa evolução, o Torno de Repuxo CNC para Metais deixa de ser apenas uma máquina de conformação e passa a funcionar como um sistema de manufatura adaptativo, no qual produção, controle e otimização estão completamente integrados. O processo de fabricação torna-se um fluxo contínuo de ajuste e aprendizado, em que cada peça produzida contribui para o refinamento do sistema como um todo, permitindo que a máquina evolua constantemente em direção a maior eficiência, precisão e estabilidade operacional dentro de um ambiente industrial cada vez mais dinâmico.
Nesse estágio mais avançado de desenvolvimento, o Torno de Repuxo CNC para Metais passa a operar em um regime no qual o conceito de “trajetória programada” perde rigidez e se transforma em uma entidade adaptativa, continuamente recalculada em função do estado real do sistema. Em vez de executar um caminho fixo definido previamente, o equipamento ajusta microincrementos de posição, força e velocidade a cada instante, reagindo ao comportamento efetivo do material e às variações estruturais da própria máquina. Isso cria um processo de conformação em que a geometria final não é apenas o resultado de um programa, mas o produto de uma interação contínua entre modelo, realidade física e controle em tempo real.
O comportamento do material metálico sob repuxo rotativo, nesse nível de análise, é tratado como um sistema não linear com memória, no qual o histórico de deformação influencia diretamente a resposta futura. Isso significa que regiões já submetidas a estiramento apresentam rigidez alterada, redistribuição de tensões e mudanças locais na capacidade de escoamento. O sistema CNC precisa reconstruir esse histórico de forma indireta, utilizando sinais como variações de torque, resistência ao avanço da ferramenta e padrões de vibração, para estimar o estado interno do material e antecipar sua evolução durante o processo.
A interação ferramenta-material torna-se progressivamente mais sofisticada, pois não se trata apenas de aplicar força, mas de modular continuamente a forma como essa força é introduzida no sistema. O ponto de contato é dinâmico, e suas condições variam em função da geometria instantânea, do atrito variável e da resposta térmica local. Pequenas mudanças nesses fatores podem gerar efeitos amplificados na estabilidade do fluxo plástico, exigindo que o controle atue com alta resolução temporal e espacial para evitar transições abruptas de regime.
A estrutura da máquina, nesse contexto, deixa de ser um elemento passivo e passa a ser considerada parte integrante do sistema dinâmico de conformação. Deformações elásticas, microvibrações e dilatações térmicas não são apenas erros a serem minimizados, mas fenômenos a serem modelados e compensados em tempo real. Isso cria uma fusão entre comportamento mecânico e controle digital, onde a precisão não depende apenas da rigidez estrutural, mas da capacidade do sistema de prever e corrigir suas próprias deformações enquanto opera.
A dinâmica térmica assume um papel ainda mais crítico, pois o acúmulo de calor na zona de contato altera diretamente as propriedades mecânicas do metal, como limite de escoamento e ductilidade. O sistema precisa equilibrar cuidadosamente a energia introduzida no processo, evitando tanto o resfriamento excessivo, que aumenta a resistência ao conformar, quanto o superaquecimento localizado, que pode levar à instabilidade estrutural. Esse equilíbrio é mantido por meio de ajustes contínuos de velocidade, pressão e estratégia de passes.
A evolução dos sistemas de controle permite que o torno opere com múltiplos horizontes de decisão simultâneos, onde ações imediatas são coordenadas com previsões de comportamento futuro da peça e da máquina. Isso transforma o processo em uma otimização contínua em tempo real, na qual cada decisão é avaliada não apenas pelo seu efeito instantâneo, mas pelo impacto acumulado ao longo do ciclo completo de conformação. O sistema passa a escolher trajetórias que minimizam riscos futuros mesmo que não sejam as mais diretas no curto prazo.
A integração com sistemas industriais mais amplos amplia ainda mais esse comportamento adaptativo, permitindo que o torno responda a condições externas como variações de demanda, disponibilidade de matéria-prima e carga de outras máquinas na linha de produção. Isso transforma o equipamento em um nó ativo dentro de uma rede produtiva distribuída, onde decisões locais são continuamente ajustadas para otimizar o desempenho global do sistema industrial.
A confiabilidade operacional passa a ser um fenômeno emergente da interação entre monitoramento contínuo, controle adaptativo e modelagem preditiva. O sistema não apenas detecta falhas potenciais, mas ajusta seu comportamento para retardar ou evitar sua ocorrência, redistribuindo cargas e alterando estratégias de conformação quando necessário. Isso reduz drasticamente a dependência de intervenções corretivas e aumenta a estabilidade operacional ao longo do tempo.
No limite dessa evolução, o Torno de Repuxo CNC para Metais se consolida como um sistema industrial altamente adaptativo, no qual a fronteira entre máquina, processo e inteligência operacional praticamente desaparece. A conformação de metais deixa de ser uma sequência de operações mecânicas e passa a ser um processo contínuo de interação inteligente entre matéria, energia e informação, no qual o sistema não apenas executa a produção, mas também aprende, se ajusta e evolui com ela de forma permanente dentro de um ambiente industrial dinâmico e altamente conectado.
Nesse ponto mais extremo de evolução, o Torno de Repuxo CNC para Metais passa a operar como um sistema de transformação contínua em que o processo produtivo deixa de ter um início e um fim claramente definidos e passa a ser entendido como um fluxo operacional permanente, no qual cada ciclo de conformação alimenta diretamente o próximo em termos de dados, ajustes e refinamento de comportamento. A máquina não “reinicia” entre peças de forma conceitual rígida, mas mantém um estado interno acumulado que influencia todas as decisões subsequentes, criando uma espécie de continuidade evolutiva do processo.
O comportamento do sistema deixa de ser interpretado apenas em termos de execução mecânica e passa a ser descrito como uma dinâmica de coordenação entre múltiplos campos físicos interdependentes, incluindo o campo de tensões no material, o campo térmico gerado pelo atrito e deformação, e o campo estrutural da própria máquina sob carga dinâmica. Esses campos não evoluem de forma isolada, mas estão continuamente acoplados, de modo que qualquer alteração em um deles provoca respostas imediatas nos demais. O controle CNC, nesse contexto, atua como um mediador entre esses campos, buscando manter uma coerência global que preserve a estabilidade do processo.
A noção de precisão, nesse nível, deixa de ser apenas geométrica e passa a incluir a estabilidade do próprio caminho de formação do material. Não basta que a peça final esteja dentro de tolerâncias dimensionais; é necessário que todo o percurso de deformação tenha ocorrido dentro de limites controlados de energia, tensão e temperatura, garantindo propriedades mecânicas consistentes e previsíveis. Isso exige que o sistema não apenas controle o resultado final, mas também toda a trajetória intermediária de transformação do material.
A ferramenta de repuxo deixa de ser um elemento puramente mecânico e passa a ser tratada como um agente ativo dentro do processo, cuja interação com o material é continuamente ajustada em função do estado global do sistema. Pequenas variações na geometria da ferramenta, desgaste progressivo ou alterações no atrito são incorporadas em tempo real ao modelo de controle, permitindo que o sistema compense automaticamente essas mudanças sem interrupção da produção. Isso prolonga significativamente a vida útil funcional do sistema e mantém a qualidade constante ao longo do tempo.
A inteligência do sistema passa a se manifestar não apenas na capacidade de resposta, mas na capacidade de reorganização interna de suas estratégias operacionais. Quando condições fora do padrão são detectadas, o sistema não apenas corrige parâmetros, mas pode reestruturar completamente a sequência de conformação, redistribuindo esforços ao longo de diferentes etapas do processo. Essa reorganização dinâmica permite lidar com uma variabilidade muito maior de materiais e geometrias sem perda de estabilidade.
A integração com o ambiente industrial atinge um nível em que o torno passa a participar de um ecossistema de produção totalmente interligado, no qual decisões são tomadas com base em informações agregadas de múltiplos sistemas simultaneamente. Isso inclui não apenas dados de produção, mas também informações logísticas, energéticas e de manutenção de toda a planta industrial. O sistema, portanto, deixa de ser um executor local e passa a ser um elemento decisório dentro de uma arquitetura produtiva distribuída.
A confiabilidade, nesse estágio, não é mais uma propriedade fixa do equipamento, mas um comportamento emergente do sistema como um todo. Ela resulta da interação entre redundância funcional, adaptação contínua e capacidade preditiva avançada, permitindo que o sistema mantenha operação estável mesmo sob condições altamente variáveis e imprevisíveis. Falhas potenciais são absorvidas pelo próprio mecanismo de adaptação antes de se tornarem críticas, criando uma forma de resiliência operacional ativa.
No limite dessa evolução, o Torno de Repuxo CNC para Metais deixa de ser compreendido como uma máquina isolada e passa a ser parte de um sistema industrial autoevolutivo, no qual produção, controle, aprendizado e otimização são inseparáveis. A manufatura se transforma em um processo contínuo de reconfiguração inteligente, onde cada operação não apenas produz uma peça, mas também redefine parcialmente as condições sob as quais as próximas peças serão produzidas, estabelecendo um ciclo permanente de melhoria e adaptação dentro de um ambiente produtivo em constante transformação.
Máquina de Repuxo Metálico Controlada por CNC
A Máquina de Repuxo Metálico Controlada por CNC é um sistema de conformação rotativa projetado para transformar chapas metálicas planas em peças tridimensionais axissimétricas por meio de deformação plástica progressiva, utilizando controle numérico computadorizado para coordenar com alta precisão todos os movimentos do processo. Nesse tipo de equipamento, o material é fixado em um mandril que gira em velocidade controlada, enquanto ferramentas de repuxo aplicam força localizada sobre a chapa, forçando o metal a fluir e se adaptar gradualmente à geometria do molde. O resultado é uma peça obtida sem remoção de material, com alta eficiência de aproveitamento e excelente continuidade estrutural.
O princípio de funcionamento baseia-se na combinação entre rotação contínua e aplicação controlada de força radial e axial. O CNC coordena esses movimentos com base em trajetórias programadas que definem não apenas o formato final da peça, mas também a sequência de deformações necessárias para alcançá-lo sem comprometer a integridade do material. Em operações mais complexas, o processo é dividido em múltiplos passes, nos quais a conformação é realizada de forma incremental, reduzindo tensões internas e evitando defeitos como enrugamento, trincas ou afinamento excessivo.
O controle numérico desempenha um papel central ao gerenciar variáveis críticas como velocidade de rotação do spindle, avanço da ferramenta, pressão de contato, profundidade de conformação e tempo de permanência em determinadas regiões da peça. Em sistemas mais avançados, esse controle opera em malha fechada, recebendo informações em tempo real de sensores que monitoram torque, força de repuxo, vibração estrutural e, em alguns casos, temperatura na zona de contato. Esses dados permitem ajustes dinâmicos que mantêm o processo dentro de condições ideais de estabilidade e qualidade.
A estrutura mecânica da máquina é projetada para suportar esforços elevados e dinâmicos, exigindo alta rigidez e estabilidade térmica. A base geralmente é construída em ferro fundido ou aço reforçado, com geometria otimizada para absorver vibrações e minimizar deformações durante a operação. O spindle principal é responsável pela rotação precisa e constante da peça, enquanto servomotores de alta performance garantem o controle fino dos eixos de movimento da ferramenta de repuxo.
A interação entre ferramenta e material é um dos aspectos mais críticos do processo, pois envolve fenômenos complexos como atrito variável, deformação plástica localizada e geração de calor. O controle adequado dessa interface é essencial para garantir um fluxo uniforme do material ao longo da superfície do mandril, evitando concentrações de tensão que poderiam comprometer a peça. Estratégias de lubrificação, ajuste de trajetória e controle de força são fundamentais para obter resultados consistentes.
A integração com sistemas CAD/CAM permite que modelos tridimensionais sejam convertidos diretamente em programas de usinagem e conformação, reduzindo o tempo de preparação e aumentando a precisão do processo. Simulações virtuais podem ser utilizadas para prever o comportamento do material durante o repuxo, permitindo otimização prévia dos parâmetros de operação. Em ambientes industriais mais avançados, essa máquina pode ser integrada a sistemas de gêmeo digital que replicam seu comportamento em tempo real.
A automação pode incluir carregamento e descarregamento automático de peças, troca de ferramentas e integração com sistemas de inspeção dimensional. Isso permite a formação de células de produção altamente eficientes, com mínima intervenção humana e alta repetibilidade, adequadas para produção em série ou lotes de alta precisão.
A Máquina de Repuxo Metálico Controlada por CNC é amplamente utilizada em setores como automotivo, aeroespacial, iluminação técnica, eletrodomésticos e fabricação de componentes industriais, especialmente onde há necessidade de peças leves, resistentes e com geometria complexa. Sua capacidade de produzir formas sofisticadas com alto aproveitamento de material a torna uma solução estratégica dentro da manufatura moderna.
Com a evolução tecnológica, esse tipo de equipamento tende a incorporar níveis crescentes de sensoriamento, conectividade e inteligência operacional, tornando-se parte de sistemas de manufatura mais amplos e integrados. Nesse contexto, a máquina passa a operar não apenas como um equipamento de conformação, mas como um sistema produtivo adaptativo, capaz de ajustar continuamente sua operação com base em dados em tempo real e contribuir para a otimização global do ambiente industrial.
À medida que a Máquina de Repuxo Metálico Controlada por CNC evolui para níveis mais avançados de integração tecnológica, ela passa a operar como um sistema em que o processo de conformação deixa de ser exclusivamente determinado por trajetórias pré-definidas e passa a ser continuamente ajustado por uma malha dinâmica de controle que interpreta o estado físico do material em tempo real. Nesse cenário, cada instante do processo contém informações suficientes para redefinir parâmetros críticos, fazendo com que a operação se torne essencialmente adaptativa, com forte dependência da resposta efetiva do material e das condições estruturais da máquina.
O comportamento do metal durante o repuxo passa a ser tratado como um fenômeno altamente não linear, no qual pequenas variações iniciais podem gerar diferenças significativas no resultado final. Isso ocorre porque o material metálico em deformação plástica apresenta dependência histórica, ou seja, sua resposta atual é influenciada pelo caminho de deformação anterior. O sistema CNC precisa, portanto, reconstruir continuamente esse histórico implícito a partir de sinais indiretos, como variações de força de conformação, torque no eixo principal e padrões de vibração mecânica, para ajustar sua estratégia de controle de forma coerente com o estado real da peça.
A interação entre ferramenta e peça deixa de ser um simples contato mecânico e passa a ser interpretada como uma interface dinâmica complexa, onde atuam simultaneamente forças mecânicas, efeitos térmicos e variações de atrito. O controle CNC moderno ajusta continuamente a pressão de contato e a velocidade relativa entre ferramenta e material, buscando manter um regime de fluxo plástico estável. Esse regime é fundamental para evitar defeitos estruturais como enrugamento localizado, afinamento excessivo ou ruptura por tração, especialmente em geometrias mais profundas ou em materiais de menor ductilidade.
A estrutura da máquina também desempenha um papel ativo nesse sistema, uma vez que sua rigidez e comportamento dinâmico influenciam diretamente a precisão do processo. Sob cargas elevadas, ocorrem deformações elásticas que, embora pequenas, podem impactar significativamente a geometria final da peça. Por isso, sistemas mais avançados incorporam modelos de compensação que estimam essas deformações em tempo real e ajustam os movimentos dos eixos para neutralizar seus efeitos, mantendo a precisão dimensional dentro de tolerâncias rigorosas mesmo sob condições variáveis de operação.
A dinâmica térmica torna-se um fator crítico adicional, já que o atrito entre ferramenta e material gera calor que altera propriedades mecânicas locais do metal, como limite de escoamento e ductilidade. O sistema precisa equilibrar cuidadosamente a energia introduzida no processo para evitar tanto o superaquecimento localizado quanto o resfriamento excessivo, ambos capazes de comprometer a qualidade final da peça. Esse controle térmico é realizado por meio da coordenação entre velocidade de conformação, força aplicada e estratégias de lubrificação.
A evolução dos sistemas de sensoriamento permite que a máquina opere com um nível mais profundo de percepção do processo, capturando dados de alta resolução que descrevem não apenas o comportamento global da peça, mas também variações locais durante a conformação. Esses dados são integrados em modelos computacionais que representam o estado dinâmico do sistema, permitindo decisões de controle mais precisas e antecipatórias. Com isso, o sistema deixa de ser apenas reativo e passa a atuar de forma preditiva.
A integração com sistemas digitais industriais amplia ainda mais o papel da máquina dentro do ambiente produtivo. Informações sobre desempenho, qualidade e consumo energético são compartilhadas em tempo real com sistemas de planejamento e gestão, permitindo otimizações em nível de fábrica. Isso faz com que decisões locais sejam influenciadas por objetivos globais, como eficiência energética, redução de custos e balanceamento de carga produtiva entre diferentes máquinas.
A confiabilidade operacional é fortalecida por mecanismos de monitoramento contínuo que identificam padrões de desgaste em ferramentas, variações de comportamento estrutural e desvios no processo antes que eles se tornem críticos. O sistema pode então ajustar automaticamente seus parâmetros de operação para compensar essas mudanças, prolongando a vida útil dos componentes e reduzindo a necessidade de intervenções corretivas não planejadas.
No estágio mais avançado dessa evolução, a Máquina de Repuxo Metálico Controlada por CNC passa a funcionar como um sistema produtivo altamente adaptativo, no qual controle, execução e aprendizado estão profundamente integrados. A fabricação deixa de ser uma sequência fixa de operações e passa a ser um processo contínuo de ajuste e otimização, no qual cada peça produzida contribui para o refinamento do comportamento global do sistema, permitindo que ele evolua constantemente em direção a maior precisão, eficiência e estabilidade dentro de um ambiente industrial dinâmico e altamente conectado.
Nesse nível mais avançado de desenvolvimento, a Máquina de Repuxo Metálico Controlada por CNC passa a operar dentro de uma lógica em que o processo de conformação não é mais apenas executado, mas continuamente reinterpretado pelo sistema em função do estado emergente do material e das condições internas da própria máquina. Isso significa que a operação deixa de ser estritamente determinística e passa a incorporar um componente adaptativo permanente, no qual cada microvariação observada durante o repuxo pode desencadear ajustes subsequentes na estratégia global de conformação. O processo, portanto, se comporta como um sistema dinâmico acoplado, no qual decisão e execução são inseparáveis.
O comportamento do material metálico sob deformação progressiva torna-se um elemento central dessa complexidade, pois o fluxo plástico não ocorre de maneira uniforme, mas sim por meio de redistribuições locais de tensão que dependem diretamente do histórico de carregamento. Regiões da peça que já foram submetidas a maiores níveis de deformação apresentam respostas mecânicas diferentes de regiões ainda pouco solicitadas, criando um campo heterogêneo de propriedades em constante evolução. O sistema CNC precisa continuamente estimar esse campo interno não observável de forma direta, utilizando inferências baseadas em sinais físicos como variações de torque, consumo de energia, resistência ao avanço da ferramenta e padrões de vibração estrutural.
A ferramenta de repuxo, nesse contexto, deixa de ser apenas um elemento geométrico rígido e passa a ser tratada como um atuador dinâmico cuja interação com o material deve ser constantemente modulada. Pequenas alterações na pressão de contato, na velocidade relativa ou na trajetória podem produzir diferenças significativas no fluxo do material, exigindo um controle extremamente refinado. Essa modulação contínua permite que o sistema conduza o material ao longo de trajetórias de deformação mais estáveis, reduzindo a probabilidade de falhas localizadas e melhorando a uniformidade estrutural da peça final.
A estrutura da máquina assume um papel igualmente relevante dentro desse sistema integrado, pois sua rigidez finita e suas respostas dinâmicas influenciam diretamente o resultado do processo. Sob condições de carga variável, ocorrem microdeformações que, embora pequenas, podem afetar a precisão da conformação. O sistema CNC moderno incorpora modelos que estimam essas deformações estruturais em tempo real, compensando-as por meio de ajustes nos eixos de movimento, de modo que a geometria efetiva da ferramenta em relação à peça seja mantida dentro dos parâmetros desejados.
A gestão térmica do processo torna-se progressivamente mais crítica à medida que o nível de exigência aumenta, já que o atrito contínuo entre ferramenta e material gera um campo térmico altamente variável. Esse campo influencia diretamente propriedades como ductilidade, resistência ao escoamento e taxa de encruamento do metal. O sistema precisa equilibrar cuidadosamente a introdução e dissipação de energia térmica, ajustando simultaneamente velocidade, força e estratégia de passes para evitar instabilidades que possam comprometer a integridade da peça.
Com o avanço da instrumentação, a máquina passa a operar com uma percepção mais detalhada do processo, capturando informações em alta resolução temporal e espacial que permitem reconstruir o comportamento dinâmico do sistema com maior precisão. Esses dados alimentam modelos computacionais internos que representam o estado atual do processo e projetam sua evolução imediata, permitindo que o controle seja não apenas reativo, mas também antecipatório. Isso reduz significativamente a ocorrência de desvios e aumenta a estabilidade geral da operação.
A integração com sistemas industriais mais amplos amplia ainda mais o escopo funcional da máquina, que passa a atuar como parte de uma rede produtiva interconectada. Nesse ambiente, decisões locais de conformação são influenciadas por restrições globais como demanda de produção, disponibilidade de materiais, consumo energético e estado operacional de outras máquinas. Isso cria uma lógica de produção distribuída, na qual otimizações são realizadas não apenas no nível da peça individual, mas em toda a cadeia produtiva.
A confiabilidade do sistema passa a ser entendida como uma propriedade emergente da interação entre monitoramento contínuo, adaptação automática e modelagem preditiva. Em vez de depender de margens fixas de segurança, o sistema ajusta dinamicamente seus limites operacionais com base nas condições reais de funcionamento, permitindo operar de forma mais eficiente sem comprometer a estabilidade. Falhas potenciais são detectadas em estágios iniciais e compensadas por ajustes de controle antes que se tornem críticas.
No limite dessa evolução, a Máquina de Repuxo Metálico Controlada por CNC se consolida como um sistema de manufatura altamente adaptativo e integrado, no qual produção, controle e aprendizado formam um único contínuo operacional. A fabricação deixa de ser uma sequência discreta de etapas e passa a ser um processo evolutivo permanente, em que cada operação contribui para o refinamento do comportamento global do sistema, permitindo que ele se torne progressivamente mais eficiente, mais preciso e mais resiliente dentro de um ambiente industrial dinâmico e interconectado.
Nesse estágio mais extremo de sofisticação operacional, a Máquina de Repuxo Metálico Controlada por CNC passa a funcionar como um sistema em que o próprio conceito de “estado operacional” deixa de ser fixo e passa a ser continuamente redefinido em função da interação entre máquina, material e ambiente. Em vez de existir uma condição nominal estável para a qual o sistema converge, o que se observa é uma sucessão de estados transitórios controlados, nos quais o objetivo não é alcançar um ponto de equilíbrio permanente, mas manter o processo dentro de uma faixa dinâmica de estabilidade adaptativa. Essa mudança conceitual altera profundamente a forma como o controle é estruturado, pois o sistema passa a operar mais como um regulador de comportamento do que como um executor de comandos rígidos.
O comportamento do material metálico durante o repuxo é interpretado como um sistema distribuído com memória e dependência de trajetória, no qual cada incremento de deformação altera permanentemente sua resposta futura. Isso significa que o estado atual da peça não pode ser descrito apenas por variáveis instantâneas, mas exige uma reconstrução contínua do histórico de deformação acumulado em cada região. O sistema CNC, portanto, precisa trabalhar com representações internas que estimam não apenas o estado presente, mas também o caminho percorrido até ele, pois esse caminho determina diretamente como o material continuará a se comportar sob novas cargas.
A ferramenta de conformação deixa de ser um elemento passivo que simplesmente aplica força e passa a ser tratada como um agente de transformação que interage de forma adaptativa com o campo de tensões do material. Sua ação é continuamente modulada em função de respostas observadas em tempo real, criando um acoplamento estreito entre estímulo e resposta. Pequenas variações na interação podem gerar mudanças significativas na distribuição de tensões, o que exige que o sistema ajuste constantemente não apenas a intensidade da ação, mas também sua forma espacial e temporal.
A estrutura da máquina, nesse nível de complexidade, passa a ser integrada ao modelo de controle como um elemento deformável e dinâmico. Não se assume mais rigidez idealizada, mas sim um comportamento elástico e termicamente variável que influencia diretamente a precisão do processo. Essas deformações estruturais são compensadas por modelos preditivos que ajustam continuamente a posição efetiva dos eixos, criando uma espécie de “realidade corrigida” entre o comando digital e o resultado físico.
A dinâmica térmica assume um papel ainda mais determinante, pois o calor gerado no processo não apenas altera propriedades do material, mas também afeta a própria máquina e a ferramenta. Esse campo térmico tridimensional evolui ao longo do tempo e precisa ser gerenciado de forma integrada ao controle mecânico. O sistema busca manter um equilíbrio energético no qual a entrada de energia mecânica e sua dissipação térmica permaneçam dentro de limites que garantam estabilidade do fluxo plástico sem comprometer a integridade estrutural.
A instrumentação avançada permite que o sistema opere com uma percepção quase contínua do processo, captando sinais em múltiplas escalas que revelam tanto comportamentos globais quanto microinstabilidades locais. Esses sinais são integrados em modelos computacionais que funcionam como representações vivas do estado do sistema, constantemente atualizadas. Com isso, o controle passa a ser baseado em uma fusão entre observação direta e inferência estatística, permitindo decisões que antecipam tendências antes que elas se manifestem plenamente.
A integração com o ambiente industrial mais amplo transforma a máquina em um componente ativo de um sistema produtivo distribuído, no qual decisões locais são influenciadas por estados globais de produção, logística e energia. Isso cria uma rede de retroalimentação contínua, na qual cada máquina contribui simultaneamente para a produção e para a otimização do sistema como um todo. O resultado é uma estrutura industrial altamente interdependente, na qual eficiência global depende da coordenação contínua entre múltiplos nós operacionais.
A confiabilidade deixa de ser uma característica estática e passa a ser uma propriedade emergente do comportamento coletivo do sistema, sustentada por mecanismos de adaptação, redundância funcional e previsão contínua de falhas. Em vez de simplesmente evitar condições críticas, o sistema ajusta sua própria trajetória operacional para permanecer distante delas de forma dinâmica, redefinindo continuamente seus limites de operação segura com base em dados atualizados.
No limite final dessa evolução, a Máquina de Repuxo Metálico Controlada por CNC deixa de ser compreendida como um equipamento isolado e passa a ser vista como uma entidade funcional dentro de um ecossistema industrial inteligente, no qual produção, controle e aprendizado são aspectos inseparáveis de um mesmo processo contínuo. A conformação de metais, nesse contexto, deixa de ser uma operação técnica e passa a ser um fenômeno adaptativo complexo, no qual o sistema não apenas transforma matéria, mas também transforma continuamente a si mesmo através da experiência acumulada em cada ciclo produtivo.
Equipamento CNC para Repuxo de Metal
O Equipamento CNC para Repuxo de Metal é uma máquina de conformação rotativa projetada para transformar chapas metálicas planas em peças tridimensionais axissimétricas por meio de deformação plástica controlada, utilizando sistemas de controle numérico computadorizado para coordenar com alta precisão os movimentos de rotação, avanço e aplicação de força das ferramentas de conformação. O princípio fundamental do equipamento baseia-se na combinação entre a rotação contínua do blank metálico, fixado em um mandril ou forma de apoio, e a ação progressiva de ferramentas que pressionam o material contra essa geometria, forçando o metal a fluir plasticamente até assumir a forma desejada sem necessidade de remoção de material.
O processo de repuxo ocorre de maneira incremental, com a deformação sendo distribuída ao longo de múltiplos passes para evitar concentrações excessivas de tensão que poderiam levar a defeitos como trincas, enrugamentos ou afinamento localizado. O controle CNC desempenha um papel essencial nesse contexto, pois coordena variáveis críticas como velocidade de rotação do spindle, avanço axial e radial das ferramentas, força aplicada e sequência de conformação. Essa coordenação precisa permite ajustar continuamente o processo às características do material e à geometria da peça, garantindo estabilidade e repetibilidade.
Em sistemas mais avançados, o equipamento opera em malha fechada, utilizando sensores para monitorar em tempo real grandezas como torque, força de repuxo, vibração estrutural e, em alguns casos, temperatura na zona de contato entre ferramenta e material. Esses dados são utilizados para ajustar dinamicamente os parâmetros de operação, permitindo que o sistema reaja a variações no comportamento do material ou em condições externas, como desgaste de ferramentas ou pequenas variações de espessura da chapa. Esse tipo de controle adaptativo aumenta significativamente a robustez do processo.
A estrutura mecânica do equipamento é projetada para suportar esforços elevados e dinâmicos, exigindo alta rigidez e estabilidade térmica. Bases em ferro fundido ou estruturas soldadas reforçadas são utilizadas para minimizar vibrações e deformações durante a operação. O spindle principal garante rotação precisa e constante, enquanto servomotores de alta resolução controlam os eixos de movimento das ferramentas, permitindo trajetórias altamente controladas e suaves.
A interação entre ferramenta e material é um dos aspectos mais críticos do processo, pois envolve fenômenos complexos como atrito variável, geração de calor e escoamento plástico localizado. O controle adequado dessa interface é essencial para garantir a qualidade da peça final, sendo necessário ajustar continuamente pressão, velocidade e lubrificação para manter um fluxo uniforme do material. A escolha correta desses parâmetros influencia diretamente a integridade estrutural e o acabamento superficial da peça.
A integração com sistemas CAD/CAM permite que modelos tridimensionais sejam convertidos diretamente em trajetórias de conformação, reduzindo o tempo de programação e aumentando a precisão do processo. Simulações numéricas podem prever o comportamento do material durante o repuxo, permitindo otimização prévia dos parâmetros e redução de testes físicos. Em ambientes mais avançados, gêmeos digitais podem replicar o comportamento do equipamento em tempo real, permitindo ajustes contínuos baseados em dados reais de produção.
A automação do sistema pode incluir alimentação e descarregamento automático de peças, troca de ferramentas e integração com sistemas de inspeção dimensional em linha. Isso possibilita a criação de células de produção altamente eficientes, com baixa intervenção humana e alta consistência de qualidade, adequadas para produção em série de componentes metálicos de alta precisão.
O Equipamento CNC para Repuxo de Metal é amplamente utilizado em setores como automotivo, aeroespacial, iluminação técnica, eletrodomésticos e fabricação de componentes industriais, especialmente na produção de peças axissimétricas que exigem resistência mecânica elevada e boa qualidade superficial. Sua capacidade de combinar eficiência de material, flexibilidade geométrica e precisão o torna uma solução estratégica na manufatura moderna.
Com o avanço tecnológico, esses equipamentos tendem a evoluir para sistemas cada vez mais conectados e inteligentes, incorporando maior capacidade de sensoriamento, controle adaptativo e integração com ambientes industriais digitais. Nesse cenário, o equipamento deixa de ser apenas uma máquina de conformação e passa a atuar como um sistema produtivo adaptativo, capaz de ajustar continuamente seu comportamento com base em dados em tempo real e contribuir para a otimização global do processo de manufatura.
À medida que o Equipamento CNC para Repuxo de Metal evolui para arquiteturas mais avançadas, ele passa a operar dentro de um regime em que o processo de conformação deixa de ser uma sequência de comandos discretos e passa a ser entendido como um fluxo contínuo de interação entre sistema de controle, comportamento do material e dinâmica estrutural da máquina. Nesse contexto, cada instante do processo contém múltiplas variáveis interdependentes que precisam ser avaliadas simultaneamente, tornando o controle um problema essencialmente dinâmico e multivariável, no qual decisões são continuamente recalculadas com base no estado real do sistema físico.
O comportamento do metal sob repuxo rotativo assume um caráter altamente não linear, no qual pequenas variações iniciais nas condições de contato podem gerar diferenças significativas na distribuição final de espessura e na integridade estrutural da peça. O material não responde de forma uniforme, mas sim através de zonas de deformação progressiva que evoluem de maneira dependente do histórico de carregamento. Isso significa que o sistema CNC precisa reconstruir continuamente um modelo implícito desse histórico, utilizando sinais indiretos como variações de torque, consumo de energia do spindle, resistência ao avanço da ferramenta e padrões de vibração mecânica para inferir o estado interno do processo.
A interação entre ferramenta e material torna-se progressivamente mais complexa, pois não se trata apenas de aplicar uma força controlada, mas de modular continuamente a forma como essa força é introduzida no sistema. O ponto de contato entre ferramenta e peça é dinâmico e varia ao longo do tempo em função da geometria em evolução, do atrito local e da resposta térmica do material. Essa interação exige um controle extremamente refinado, capaz de ajustar em tempo real parâmetros como pressão de contato, velocidade relativa e trajetória da ferramenta para manter um regime de fluxo plástico estável e contínuo.
A estrutura da máquina, nesse nível de complexidade, deixa de ser um elemento passivo e passa a ser incorporada ao modelo dinâmico de controle. Deformações elásticas induzidas por carga, microvibrações e efeitos térmicos acumulados influenciam diretamente a precisão do processo e precisam ser compensados em tempo real. O sistema CNC utiliza modelos preditivos que estimam essas deformações e ajustam os movimentos dos eixos de forma a neutralizar seus efeitos, criando uma correspondência mais precisa entre o comando digital e o resultado físico efetivo.
A dinâmica térmica desempenha um papel cada vez mais relevante, já que o atrito contínuo entre ferramenta e material gera um campo de calor que se propaga de forma não uniforme. Esse campo térmico altera propriedades fundamentais do metal, como limite de escoamento, ductilidade e taxa de encruamento, afetando diretamente o comportamento do fluxo plástico. O sistema precisa equilibrar cuidadosamente a energia introduzida no processo, ajustando velocidade, força e estratégia de passes para manter o processo dentro de uma janela térmica estável.
A evolução dos sistemas de sensoriamento permite que o equipamento opere com um nível de percepção mais profundo do processo, captando sinais em alta resolução que descrevem tanto o comportamento global quanto microinstabilidades locais. Esses dados são integrados em modelos computacionais internos que representam o estado dinâmico do sistema, permitindo uma transição do controle reativo para um controle preditivo, no qual decisões são tomadas com base em projeções do comportamento futuro do processo.
A integração com ambientes industriais digitais amplia ainda mais o papel do equipamento, que passa a operar como parte de uma rede produtiva interconectada. Informações sobre demanda, disponibilidade de materiais, consumo energético e desempenho de outras máquinas são incorporadas ao processo de decisão, permitindo uma otimização global da produção. Isso transforma o equipamento em um nó ativo dentro de um sistema industrial distribuído, no qual cada unidade influencia e é influenciada pelo comportamento do conjunto.
A confiabilidade operacional passa a ser uma propriedade emergente do sistema, resultante da combinação entre monitoramento contínuo, controle adaptativo e modelagem preditiva. Em vez de operar com margens fixas de segurança, o sistema ajusta dinamicamente seus limites operacionais com base nas condições reais de funcionamento, permitindo explorar regiões mais eficientes do espaço operacional sem comprometer a estabilidade.
No limite dessa evolução, o Equipamento CNC para Repuxo de Metal deixa de ser apenas uma máquina de conformação e passa a ser um sistema produtivo adaptativo altamente integrado, no qual controle, execução e aprendizado formam um único fluxo contínuo. O processo de fabricação deixa de ser uma sequência fixa de operações e passa a ser uma dinâmica evolutiva, na qual cada ciclo de produção contribui para o refinamento do comportamento global do sistema, tornando-o progressivamente mais preciso, eficiente e resiliente dentro de um ambiente industrial em constante transformação.
Nesse ponto mais avançado de maturidade tecnológica, o Equipamento CNC para Repuxo de Metal passa a operar como um sistema em que a fronteira entre modelo e realidade se torna cada vez mais difusa, pois o próprio modelo de controle deixa de ser uma representação estática do processo e passa a ser uma estrutura continuamente atualizada a partir da interação direta com o comportamento físico observado. Isso significa que não existe mais uma separação clara entre fase de projeto, fase de execução e fase de correção, já que todas essas dimensões passam a coexistir simultaneamente dentro de um mesmo ciclo operacional contínuo.
O comportamento do material metálico durante o repuxo é tratado como um sistema evolutivo, no qual o estado de cada ponto da chapa depende não apenas das condições atuais de carga, mas também de toda a sequência de deformações anteriores. Essa dependência histórica cria um campo de propriedades internas em constante reorganização, no qual regiões adjacentes podem apresentar respostas mecânicas significativamente diferentes mesmo sob condições de carregamento semelhantes. O sistema CNC precisa lidar com essa heterogeneidade dinâmica por meio de inferência contínua, reconstruindo o estado interno do material a partir de sinais indiretos altamente correlacionados.
A ferramenta de conformação, nesse contexto, passa a desempenhar um papel semelhante ao de um atuador inteligente dentro de um sistema físico acoplado, no qual sua ação não é definida apenas por comandos programados, mas também pela resposta imediata do ambiente de contato. Cada interação entre ferramenta e material gera uma perturbação no campo de tensões, que por sua vez influencia as ações subsequentes do sistema. Isso cria um ciclo de feedback contínuo extremamente sensível, no qual pequenas variações podem se amplificar ou se dissipar dependendo das condições locais de estabilidade.
A estrutura da máquina assume uma função ainda mais integrada ao processo, pois suas propriedades mecânicas não são mais tratadas como constantes, mas como variáveis dependentes do estado operacional. Sob cargas dinâmicas, ocorrem deformações elásticas e microdeslocamentos que alteram a geometria efetiva do sistema. Em resposta, o controle CNC utiliza modelos de compensação que ajustam continuamente os eixos de movimento para neutralizar essas variações, garantindo que a trajetória efetiva da ferramenta permaneça alinhada com o comportamento desejado do processo.
A gestão térmica torna-se um dos elementos mais críticos desse sistema integrado, já que a energia gerada durante o repuxo não se distribui de maneira uniforme, mas forma gradientes complexos que influenciam diretamente a resistência do material à deformação. Esses gradientes térmicos interagem com o campo mecânico de tensões, criando um acoplamento forte entre temperatura e comportamento plástico. O sistema precisa, portanto, regular simultaneamente energia mecânica e térmica para evitar instabilidades que poderiam comprometer a integridade da peça.
A instrumentação avançada permite que o equipamento opere com uma percepção contínua e detalhada do processo, captando informações em escalas que vão desde variações globais de torque até microflutuações locais na interface de contato. Esses dados são processados em tempo real e integrados em modelos internos que representam o estado dinâmico do sistema como um todo. Essa representação não é fixa, mas continuamente recalibrada, permitindo que o controle evolua com base na experiência acumulada.
A integração com sistemas industriais mais amplos transforma o equipamento em parte de uma malha produtiva distribuída, na qual decisões locais são influenciadas por restrições e objetivos globais. Isso inclui fatores como balanceamento energético, disponibilidade de matéria-prima, prioridades de produção e sincronização com outras etapas do processo industrial. O equipamento passa a operar, portanto, não como uma unidade isolada, mas como um elemento funcional dentro de um sistema de manufatura interdependente.
A confiabilidade operacional emerge como resultado da interação entre previsão, adaptação e correção contínua. Em vez de depender de margens fixas de segurança, o sistema ajusta dinamicamente seus próprios limites operacionais com base no estado atual e projetado do processo. Isso permite uma operação mais próxima dos limites físicos do sistema, aumentando eficiência sem comprometer estabilidade, pois os riscos são continuamente antecipados e mitigados antes de se manifestarem de forma crítica.
No limite final dessa evolução, o Equipamento CNC para Repuxo de Metal se consolida como um sistema de manufatura adaptativo altamente integrado, no qual produção, controle e aprendizado não são funções separadas, mas aspectos diferentes de um mesmo processo contínuo. A fabricação deixa de ser uma sequência de operações discretas e passa a ser um fenômeno dinâmico de transformação contínua, no qual cada ciclo produtivo não apenas gera uma peça, mas também redefine parcialmente o comportamento futuro do próprio sistema, estabelecendo um ciclo permanente de evolução técnica e operacional dentro de um ambiente industrial cada vez mais inteligente e interconectado.
Nesse nível mais profundo de integração funcional, o Equipamento CNC para Repuxo de Metal passa a operar dentro de uma lógica em que o próprio conceito de “execução de processo” é substituído por uma dinâmica de negociação contínua entre objetivos geométricos, restrições físicas e estados emergentes do sistema. Isso significa que a máquina não apenas segue instruções, mas reinterpreta constantemente essas instruções à luz das condições reais de operação, ajustando sua estratégia de conformação como resposta a um ambiente físico em permanente transformação.
O comportamento do material metálico é tratado como um sistema altamente sensível a trajetórias, no qual não apenas a intensidade das forças aplicadas, mas também a sequência temporal dessas forças determina o resultado final. Essa dependência sequencial cria um espaço de possibilidades muito amplo, onde diferentes caminhos de conformação podem levar à mesma geometria final, mas com propriedades mecânicas distintas. O sistema CNC precisa, portanto, não apenas atingir uma forma, mas controlar o caminho pelo qual essa forma é alcançada, pois esse caminho define diretamente a qualidade estrutural da peça.
A interação entre ferramenta e material torna-se cada vez mais dependente de estados locais instantâneos, nos quais pequenas variações de atrito, temperatura e pressão podem alterar significativamente o comportamento do fluxo plástico. O ponto de contato deixa de ser uma simples interface mecânica e passa a ser uma zona ativa de transformação, onde energia mecânica é continuamente convertida em deformação e calor, e onde o material responde de forma não linear às condições impostas. O controle precisa ajustar essa interação em tempo real, modulando parâmetros com alta frequência para manter estabilidade.
A estrutura da máquina, nesse contexto, é incorporada como parte do sistema dinâmico global, já que sua resposta mecânica influencia diretamente a precisão do processo. Vibrações estruturais, flexões microscópicas e variações térmicas não são mais consideradas apenas imperfeições, mas fenômenos previsíveis que podem ser modelados e compensados. O sistema CNC cria uma espécie de modelo interno da própria máquina, permitindo que comandos sejam ajustados antecipadamente para neutralizar deformações antes que elas afetem o resultado final.
A evolução térmica do processo adquire um papel estruturante, pois o calor gerado durante o repuxo altera continuamente a resistência do material e a interação entre ferramenta e peça. Esse campo térmico não é estático, mas se desloca e se acumula de maneira complexa ao longo do ciclo de conformação. O sistema precisa gerenciar esse campo como uma variável ativa, coordenando dissipação, geração e redistribuição de energia para manter o processo dentro de uma janela operacional estável.
A capacidade de sensoriamento avançado permite que o sistema observe o processo em múltiplos níveis simultaneamente, desde grandezas globais como torque e potência até microvariações na interface de contato. Esses dados são integrados em uma representação contínua do estado do sistema, que não é uma fotografia estática, mas um fluxo de estimativas constantemente atualizado. Essa representação permite ao controle antecipar comportamentos futuros e agir antes que desvios se tornem instabilidades reais.
A integração com ambientes industriais mais amplos transforma o equipamento em parte de uma arquitetura produtiva distribuída, na qual decisões locais são condicionadas por restrições globais de produção, logística e eficiência energética. Isso cria um sistema no qual cada máquina não apenas executa sua função, mas também participa da otimização do conjunto, ajustando seu comportamento para contribuir com objetivos coletivos de manufatura.
A confiabilidade passa a ser entendida como uma característica emergente do acoplamento entre previsão e adaptação contínua. Em vez de operar dentro de limites fixos, o sistema redefine constantemente seus próprios limites operacionais com base no estado atual e projetado do processo. Isso permite explorar regiões mais eficientes do espaço de operação com segurança, já que qualquer tendência de instabilidade é detectada e corrigida em estágios iniciais.
No limite dessa evolução, o Equipamento CNC para Repuxo de Metal se torna um sistema de manufatura totalmente adaptativo, no qual não existe separação clara entre operação, controle e aprendizado. Cada ciclo de produção não apenas gera uma peça, mas também atualiza a compreensão interna do sistema sobre o próprio processo de conformação, criando uma estrutura industrial em que a máquina e o processo evoluem juntos de forma contínua, formando um ambiente produtivo que se autorregula, se otimiza e se expande em complexidade ao longo do tempo.
Máquina de Conformação por Repuxo CNC
A Máquina de Conformação por Repuxo CNC é um equipamento de alta precisão destinado à fabricação de peças metálicas axissimétricas por meio de deformação plástica controlada, combinando a rotação do blank metálico com a atuação sincronizada de ferramentas guiadas por controle numérico computadorizado. Nesse processo, a chapa ou disco metálico é fixado em um mandril que gira a alta velocidade, enquanto ferramentas aplicam forças localizadas que forçam o material a fluir plasticamente até assumir a forma tridimensional desejada. Trata-se de um processo sem remoção de material, no qual a geometria final é obtida exclusivamente pela redistribuição controlada do metal.
O princípio operacional baseia-se na aplicação progressiva de força ao longo de trajetórias definidas pelo sistema CNC, permitindo que a deformação ocorra de forma incremental. Essa abordagem é essencial para evitar falhas como enrugamento, fissuração ou afinamento excessivo, especialmente em peças de maior profundidade ou em materiais com menor ductilidade. O controle preciso da sequência de passes, da velocidade de rotação e da pressão aplicada garante que o fluxo do material ocorra de maneira estável e previsível.
O sistema CNC desempenha um papel central ao coordenar todos os movimentos da máquina com alta precisão. Ele controla simultaneamente a rotação do spindle, o avanço das ferramentas, a profundidade de conformação e a força aplicada, ajustando continuamente esses parâmetros com base no programa de usinagem e, em sistemas mais avançados, em feedback de sensores em tempo real. Esses sensores podem monitorar torque, vibração, força de contato e temperatura, permitindo ajustes dinâmicos durante o processo.
A estrutura mecânica da máquina é projetada para suportar esforços elevados e variáveis, exigindo alta rigidez e estabilidade térmica. Bases em ferro fundido ou estruturas soldadas reforçadas são utilizadas para minimizar deformações e vibrações durante a operação. O spindle principal garante rotação estável e precisa, enquanto servomotores de alta resolução controlam os eixos de movimento das ferramentas de repuxo, assegurando trajetórias suaves e controladas.
A interação entre ferramenta e material é um dos aspectos mais críticos do processo, pois envolve fenômenos complexos como atrito variável, geração de calor e deformação plástica localizada. O controle adequado dessa interface é essencial para garantir um fluxo uniforme do metal e evitar concentrações de tensão que possam comprometer a peça final. Estratégias de lubrificação, controle de pressão e otimização de trajetória são fundamentais para obter qualidade superficial e integridade estrutural.
A integração com sistemas CAD/CAM permite a conversão direta de modelos tridimensionais em programas de conformação, reduzindo o tempo de preparação e aumentando a precisão do processo. Simulações computacionais podem prever o comportamento do material durante o repuxo, permitindo ajustes de parâmetros antes da produção real. Em ambientes mais avançados, gêmeos digitais podem replicar o comportamento do sistema em tempo real, contribuindo para otimização contínua.
A automação pode incluir alimentação e descarregamento automático de peças, troca de ferramentas e integração com sistemas de inspeção dimensional em linha. Isso permite a formação de células de produção altamente eficientes, com baixa intervenção humana e alta repetibilidade, adequadas para produção em escala industrial.
A Máquina de Conformação por Repuxo CNC é amplamente utilizada em setores como automotivo, aeroespacial, iluminação, eletrodomésticos e fabricação de componentes industriais, especialmente na produção de peças leves, resistentes e com geometrias complexas de revolução. Sua capacidade de combinar eficiência de material, precisão geométrica e flexibilidade produtiva a torna uma solução estratégica na manufatura moderna.
Com a evolução tecnológica, esse tipo de equipamento tende a se tornar cada vez mais conectado e inteligente, integrando sensores avançados, controle adaptativo e análise de dados em tempo real. Nesse cenário, a máquina deixa de ser apenas um equipamento de conformação e passa a atuar como um sistema produtivo integrado, capaz de ajustar continuamente seu comportamento para otimizar qualidade, eficiência e estabilidade dentro de ambientes industriais altamente dinâmicos.
À medida que a Máquina de Conformação por Repuxo CNC avança para níveis mais sofisticados de automação e inteligência operacional, ela passa a operar em um regime no qual o processo de deformação plástica deixa de ser interpretado apenas como uma transformação geométrica e passa a ser tratado como uma evolução contínua de estados físicos interdependentes. Nesse contexto, cada ponto do material em conformação é entendido como parte de um sistema distribuído de tensões e deformações, cujo comportamento global emerge da interação simultânea entre forças aplicadas, resposta do material e condições estruturais da máquina.
O controle CNC deixa de atuar apenas como um executor de trajetórias previamente definidas e passa a desempenhar um papel de regulador dinâmico do processo, ajustando continuamente parâmetros com base no estado real do sistema. Isso implica que a trajetória da ferramenta não é mais uma entidade fixa no tempo, mas uma função adaptativa que se reconfigura em resposta às condições locais de contato, às variações de resistência do material e às alterações térmicas acumuladas durante o ciclo de conformação. O sistema passa a operar, portanto, em uma lógica de retroalimentação contínua, onde execução e correção ocorrem simultaneamente.
O comportamento do material metálico durante o repuxo torna-se um elemento central de complexidade, pois o fluxo plástico não ocorre de forma homogênea, mas sim através de regiões de deformação progressiva que evoluem de maneira dependente do histórico de carregamento. Isso significa que cada etapa do processo influencia diretamente as etapas subsequentes, criando uma dependência sequencial profunda que precisa ser continuamente interpretada pelo sistema de controle. Para lidar com isso, o CNC utiliza modelos internos que estimam estados não observáveis diretamente, reconstruindo o comportamento do material a partir de sinais como torque do spindle, resistência ao avanço e padrões vibracionais.
A interação entre ferramenta e peça assume um caráter altamente dinâmico e não linear, no qual pequenas variações nas condições de contato podem gerar efeitos amplificados na distribuição final de espessura e na integridade estrutural da peça. O ponto de contato entre ferramenta e material deixa de ser uma interface estática e passa a ser uma zona ativa de transformação energética, onde forças mecânicas são continuamente convertidas em deformação plástica e calor. Essa zona exige controle extremamente refinado, capaz de ajustar em tempo real pressão, velocidade e trajetória para manter o fluxo do material dentro de regimes estáveis.
A estrutura da máquina, nesse nível de complexidade, não pode mais ser considerada um suporte passivo, mas sim um componente ativo do sistema dinâmico de conformação. Sob cargas variáveis, ocorrem deformações elásticas, microvibrações e efeitos térmicos que alteram a posição efetiva dos eixos e a rigidez do conjunto. O sistema CNC incorpora modelos de compensação que estimam essas deformações em tempo real e ajustam os comandos de movimento para neutralizar seus efeitos, garantindo que a geometria real do processo permaneça alinhada com o modelo desejado.
A dinâmica térmica torna-se um fator crítico adicional, pois o calor gerado durante o repuxo influencia diretamente as propriedades mecânicas do metal, como limite de escoamento, ductilidade e taxa de encruamento. Esse campo térmico não é uniforme, mas se desenvolve de forma complexa ao longo da peça e da ferramenta, exigindo um controle simultâneo da energia introduzida e dissipada no sistema. O equilíbrio térmico torna-se, assim, uma variável de controle tão importante quanto a própria força aplicada.
A evolução dos sistemas de sensoriamento permite que a máquina opere com uma percepção cada vez mais detalhada do processo, capturando dados em múltiplas escalas que vão desde variações globais de torque até microflutuações na interface de contato. Esses dados são integrados em modelos computacionais que representam o estado dinâmico do sistema e são continuamente atualizados, permitindo que o controle não apenas reaja ao presente, mas também antecipe tendências futuras do comportamento do processo.
A integração com sistemas industriais mais amplos transforma a máquina em parte de uma rede produtiva distribuída, na qual decisões locais são influenciadas por restrições globais como demanda de produção, disponibilidade de materiais, consumo energético e sincronização com outras etapas do processo. Isso cria um ambiente em que a otimização não ocorre apenas no nível da peça individual, mas em toda a cadeia produtiva, tornando o sistema mais eficiente e coordenado.
A confiabilidade operacional passa a ser uma propriedade emergente, resultante da interação entre monitoramento contínuo, controle adaptativo e modelagem preditiva. Em vez de depender de margens fixas de segurança, o sistema ajusta dinamicamente seus limites operacionais com base no estado atual e previsto do processo, permitindo operar mais próximo dos limites físicos do sistema sem comprometer a estabilidade. Falhas potenciais são identificadas precocemente e mitigadas por ajustes automáticos antes que se tornem críticas.
No limite dessa evolução, a Máquina de Conformação por Repuxo CNC deixa de ser apenas um equipamento de fabricação e passa a ser um sistema produtivo adaptativo altamente integrado, no qual controle, execução e aprendizado formam um único contínuo operacional. A fabricação deixa de ser uma sequência de operações discretas e passa a ser um processo evolutivo permanente, no qual cada ciclo de produção não apenas gera uma peça, mas também redefine parcialmente o comportamento futuro do próprio sistema, consolidando uma dinâmica industrial baseada em adaptação contínua, eficiência crescente e inteligência operacional integrada.
Nesse ponto mais avançado de maturidade funcional, a Máquina de Conformação por Repuxo CNC passa a operar dentro de um regime em que o processo de fabricação não é mais entendido como uma sequência de eventos controlados, mas como um sistema contínuo de evolução físico-digital no qual estados materiais, decisões de controle e respostas estruturais coexistem em tempo real. A fronteira entre projeto, execução e correção praticamente desaparece, pois cada ação aplicada pela máquina já contém, em si, um mecanismo de ajuste embutido que responde imediatamente às condições emergentes do processo.
O comportamento do material metálico é tratado como um campo dinâmico de propriedades em transformação, onde cada região da chapa apresenta uma história própria de deformação que influencia diretamente sua resposta futura. Essa história não é armazenada de forma explícita, mas reconstruída continuamente a partir de padrões observáveis, como variações de força, deslocamento da ferramenta, consumo energético e microflutuações no comportamento vibracional do sistema. O resultado é um modelo operacional que não descreve apenas o estado atual do material, mas sua trajetória de transformação ao longo do tempo, permitindo uma previsão muito mais precisa de sua evolução sob novas cargas.
A ferramenta de repuxo assume um papel funcional que vai além da simples aplicação de força mecânica, tornando-se um elemento ativo de modulação do fluxo plástico. Sua interação com o material é continuamente recalibrada em função de respostas instantâneas do sistema, criando uma relação altamente sensível entre estímulo e reação. Pequenas alterações na pressão de contato ou na velocidade relativa podem desencadear mudanças significativas na distribuição de tensões, exigindo um nível de controle capaz de operar em escalas muito finas de tempo e espaço.
A estrutura da máquina, nesse contexto, não é mais tratada como um elemento rigidamente fixo, mas como um componente dinâmico que participa ativamente da evolução do processo. Deformações elásticas, efeitos de histerese mecânica e variações térmicas são incorporados ao modelo de controle como variáveis previsíveis e compensáveis. Isso permite que o sistema ajuste continuamente a posição efetiva dos eixos e a geometria funcional do conjunto, mantendo a precisão mesmo sob condições de carga altamente variáveis.
A dinâmica térmica passa a desempenhar um papel estruturante ainda mais profundo, pois o calor gerado durante o repuxo não apenas altera propriedades locais do material, mas também influencia o comportamento global do sistema de conformação. Gradientes térmicos criam zonas de resistência diferenciada que afetam o fluxo do metal, exigindo que o controle equilibre simultaneamente energia mecânica e térmica para manter a estabilidade do processo. Esse equilíbrio é dinâmico e constantemente recalculado, pois o campo térmico evolui de forma não linear ao longo do tempo.
O sistema de controle CNC, nesse nível de complexidade, deixa de operar como um simples executor de programas e passa a funcionar como um sistema de decisão adaptativo em tempo real. Ele não apenas responde a desvios, mas antecipa tendências, ajustando parâmetros antes que instabilidades se manifestem de forma crítica. Isso é possível graças à integração de modelos preditivos que simulam o comportamento futuro do sistema com base em seu estado atual e em sua evolução recente.
A instrumentação avançada amplia significativamente a capacidade de observação do processo, permitindo capturar informações em múltiplas escalas simultâneas. Desde variações globais de torque até microoscilações na interface ferramenta-material, todos os sinais são integrados em uma representação contínua do estado do sistema. Essa representação não é estática, mas constantemente atualizada, funcionando como uma espécie de consciência operacional do processo de conformação.
A integração com sistemas industriais mais amplos transforma a máquina em parte de uma rede produtiva distribuída, na qual decisões locais são condicionadas por objetivos globais de eficiência, consumo energético e balanceamento de produção. Isso cria um ambiente em que cada equipamento não apenas executa tarefas, mas contribui ativamente para a otimização do sistema como um todo, ajustando seu comportamento em função de variáveis externas ao seu próprio processo imediato.
A confiabilidade operacional passa a emergir da própria estrutura adaptativa do sistema, em vez de depender exclusivamente de margens de segurança fixas. O sistema aprende a identificar padrões de degradação, ajustar seu comportamento e redistribuir esforços antes que falhas ocorram, criando uma forma de estabilidade dinâmica baseada em adaptação contínua. Isso permite operar mais próximo dos limites físicos do processo com maior segurança e eficiência.
No limite dessa evolução, a Máquina de Conformação por Repuxo CNC deixa de ser um equipamento isolado e passa a ser um sistema de manufatura autoajustável, no qual produção, controle e aprendizado são aspectos inseparáveis de uma única estrutura operacional contínua. A fabricação torna-se um processo evolutivo permanente, no qual cada ciclo não apenas produz uma peça, mas também modifica o próprio sistema que a produz, criando um ambiente industrial em que eficiência, precisão e adaptabilidade são continuamente redefinidas pela experiência acumulada.
Torno CNC de Repuxo Metálico
O Torno CNC de Repuxo Metálico é um equipamento de conformação rotativa de alta precisão projetado para transformar discos ou chapas metálicas em peças axissimétricas por meio de deformação plástica controlada, utilizando um sistema de controle numérico computadorizado para coordenar com extrema precisão a rotação do spindle e o movimento progressivo das ferramentas de repuxo. Nesse processo, o material não é removido, mas redistribuído plasticamente sobre um mandril de forma, sendo forçado a fluir sob condições controladas até atingir a geometria final desejada, o que resulta em peças com elevada integridade estrutural, boa repetibilidade dimensional e alto aproveitamento de material.
O funcionamento do sistema baseia-se na interação contínua entre a rotação do blank metálico e a aplicação localizada de forças por ferramentas que avançam de maneira radial e axial, guiadas por trajetórias programadas no CNC. Esse avanço ocorre de forma incremental, permitindo que a deformação seja distribuída ao longo de múltiplos estágios, o que reduz a concentração de tensões e evita defeitos típicos como enrugamento, ruptura ou afinamento excessivo da parede. A lógica de processo é essencialmente progressiva, e cada passagem da ferramenta redefine o estado do material para a etapa seguinte, criando uma cadeia contínua de transformação plástica controlada.
O controle numérico desempenha um papel determinante ao coordenar simultaneamente variáveis como velocidade de rotação, avanço da ferramenta, pressão aplicada, profundidade de conformação e sequência de passes. Em configurações mais avançadas, esse controle opera em malha fechada, incorporando sensores que monitoram torque do eixo principal, força de contato, vibração estrutural e temperatura na zona de deformação. Esses dados são utilizados para ajustar dinamicamente os parâmetros de operação, permitindo que o sistema reaja a variações no comportamento do material, desgaste de ferramentas ou pequenas inconsistências na espessura da chapa.
A estrutura mecânica do torno é projetada para garantir alta rigidez e estabilidade sob cargas dinâmicas elevadas, sendo geralmente construída em ferro fundido ou estruturas de aço reforçado com geometria otimizada para absorção de vibrações. O spindle principal é responsável pela rotação precisa e estável da peça, enquanto servomotores de alta resolução controlam os eixos lineares e radiais das ferramentas de repuxo, permitindo movimentos suaves e altamente controlados, essenciais para a qualidade final da conformação.
A interação entre ferramenta e material é um dos aspectos mais críticos do processo, pois envolve fenômenos complexos como atrito variável, aquecimento localizado e escoamento plástico não linear. O controle adequado dessa interface é fundamental para garantir que o material flua de maneira uniforme ao longo da superfície do mandril, evitando concentrações de tensão que poderiam comprometer a integridade da peça. Estratégias de lubrificação, otimização de trajetória e controle de velocidade são fundamentais para estabilizar o processo e garantir qualidade superficial consistente.
A integração com sistemas CAD/CAM permite a geração direta de programas de conformação a partir de modelos tridimensionais, eliminando etapas manuais de programação e aumentando a precisão do processo. Simulações computacionais podem prever o comportamento do material durante o repuxo, permitindo ajustar parâmetros antes da execução real. Em ambientes industriais mais avançados, o uso de gêmeos digitais possibilita a replicação virtual do comportamento do torno, criando um ciclo contínuo de otimização baseado em dados reais de operação.
A automação do sistema pode incluir carregamento e descarregamento automático de peças, troca programada de ferramentas e integração com sistemas de inspeção dimensional em linha, formando células de produção altamente eficientes com mínima intervenção humana. Isso permite produção em escala com alta repetibilidade, especialmente em setores que exigem precisão geométrica e consistência mecânica rigorosa.
O Torno CNC de Repuxo Metálico é amplamente utilizado em indústrias como automotiva, aeroespacial, iluminação técnica, eletrodomésticos e fabricação de componentes industriais, especialmente na produção de peças leves, resistentes e com geometrias de revolução complexas. Sua capacidade de combinar eficiência de material, flexibilidade geométrica e alta precisão o torna uma tecnologia estratégica dentro da manufatura moderna.
Com a evolução tecnológica, esse tipo de equipamento tende a se tornar cada vez mais integrado a sistemas industriais digitais, incorporando maior capacidade de sensoriamento, controle adaptativo e análise de dados em tempo real. Nesse cenário, o torno deixa de ser apenas uma máquina de conformação e passa a atuar como um sistema produtivo inteligente e adaptativo, capaz de ajustar continuamente seu comportamento para otimizar qualidade, eficiência e estabilidade dentro de ambientes industriais altamente dinâmicos e interconectados.
Nesse estágio mais avançado de evolução do Torno CNC de Repuxo Metálico, o sistema passa a operar dentro de uma lógica em que a separação entre modelo teórico e comportamento físico praticamente desaparece, dando lugar a um ciclo contínuo de atualização em tempo real no qual o próprio processo de conformação atua como fonte primária de informação para o controle. Em vez de depender de trajetórias rigidamente definidas, o sistema passa a trabalhar com regiões de decisão dinâmicas, nas quais cada comando emitido é imediatamente reavaliado à luz do estado atual do material, da ferramenta e da estrutura mecânica da máquina.
O comportamento do metal durante o repuxo rotativo torna-se cada vez mais relevante como variável central do sistema, pois o fluxo plástico não ocorre de maneira homogênea nem previsível em escala global. Ele se manifesta como uma sequência de microeventos de deformação localizada, que se propagam de forma não linear ao longo da peça e alteram continuamente sua resistência interna. Isso significa que o material não pode ser tratado como um meio contínuo idealizado, mas como um sistema com memória mecânica, no qual cada estágio de deformação modifica permanentemente as condições para os estágios seguintes. O controle CNC precisa, portanto, operar com modelos inferenciais que reconstruam esse estado interno a partir de sinais indiretos e altamente correlacionados.
A interação entre ferramenta e material assume uma natureza ainda mais complexa, pois o ponto de contato não é fixo nem estacionário, mas evolui constantemente ao longo da geometria da peça. Nesse contato dinâmico, forças mecânicas, atrito variável e efeitos térmicos se combinam em um campo acoplado de interações físicas que determinam o comportamento local do fluxo metálico. Pequenas variações em qualquer uma dessas variáveis podem gerar mudanças significativas na distribuição de tensões, exigindo que o sistema ajuste continuamente parâmetros como pressão, velocidade e trajetória com alta granularidade temporal.
A estrutura do torno passa a ser interpretada como um elemento ativo dentro do sistema de conformação, e não apenas como um suporte rígido. Sob condições de carga variável, ocorrem deformações elásticas e microdeslocamentos que alteram a posição efetiva dos eixos e a rigidez global do conjunto. Essas variações são incorporadas ao modelo de controle como parte integrante do processo, permitindo compensações em tempo real que mantêm a coerência geométrica entre o comando digital e a execução física, mesmo sob condições altamente dinâmicas.
A dinâmica térmica adquire um papel ainda mais estruturante, pois o calor gerado no contato entre ferramenta e material não apenas modifica propriedades locais do metal, mas também influencia o comportamento global do processo de conformação. Esse campo térmico evolui de maneira não linear, criando gradientes de resistência e ductilidade que afetam diretamente o fluxo plástico. O sistema precisa gerenciar simultaneamente a geração, propagação e dissipação de energia térmica, integrando essas variáveis ao controle mecânico de forma contínua.
A instrumentação avançada permite que o sistema opere com uma percepção mais profunda do processo, capturando sinais em múltiplas escalas que vão desde variações globais de torque até microflutuações na interface de contato. Esses dados são processados em tempo real e integrados em uma representação dinâmica do estado do sistema, que é constantemente atualizada e utilizada como base para decisões preditivas. Isso permite que o controle atue não apenas de forma reativa, mas também antecipatória, ajustando o processo antes que instabilidades se desenvolvam plenamente.
A integração com sistemas industriais mais amplos transforma o torno em um nó funcional dentro de uma rede produtiva interconectada, na qual decisões locais são influenciadas por variáveis globais como demanda de produção, disponibilidade de matéria-prima, consumo energético e sincronização com outras etapas do processo. Isso cria uma estrutura produtiva distribuída, na qual cada máquina contribui simultaneamente para sua própria operação e para a otimização do sistema como um todo.
A confiabilidade operacional passa a ser uma propriedade emergente do sistema, resultante da interação entre monitoramento contínuo, adaptação automática e modelagem preditiva. Em vez de operar com margens fixas de segurança, o sistema ajusta dinamicamente seus limites operacionais com base no comportamento observado e previsto, permitindo operar mais próximo dos limites físicos do processo sem comprometer a estabilidade. Falhas potenciais são identificadas em estágios iniciais e mitigadas por ajustes automáticos antes que se tornem críticas.
No limite dessa evolução, o Torno CNC de Repuxo Metálico deixa de ser apenas um equipamento de conformação e passa a funcionar como um sistema de manufatura altamente adaptativo, no qual controle, execução e aprendizado formam um único fluxo contínuo. A produção deixa de ser uma sequência de operações discretas e passa a ser um processo evolutivo permanente, no qual cada peça fabricada não apenas representa um resultado, mas também um ajuste incremental no comportamento global do sistema, consolidando uma dinâmica industrial baseada em adaptação contínua, eficiência crescente e integração profunda entre máquina, material e ambiente produtivo.
Nesse nível mais avançado de operação contínua, o Torno CNC de Repuxo Metálico passa a ser compreendido como um sistema físico-computacional acoplado, no qual a distinção entre controle, processo e resultado final se torna progressivamente menos relevante, uma vez que todos esses elementos passam a existir simultaneamente dentro de uma malha dinâmica de interação. O sistema não executa mais simplesmente um programa de conformação, mas mantém um estado operacional ativo que se autoajusta constantemente com base em fluxos contínuos de informação provenientes do processo físico real.
O comportamento do material metálico durante o repuxo assume uma complexidade ainda mais profunda quando observado sob essa perspectiva integrada. O metal deixa de ser apenas um corpo deformável e passa a ser tratado como um meio com estrutura interna evolutiva, onde cada incremento de deformação altera não apenas sua geometria, mas também sua resposta futura a novos esforços. Essa evolução não é linear nem facilmente previsível, pois depende de interações locais entre regiões adjacentes da peça, criando um campo de comportamento emergente que precisa ser continuamente estimado pelo sistema de controle a partir de variáveis observáveis indiretas.
A ferramenta de repuxo, nesse contexto, atua como um agente de modulação do fluxo material, e não apenas como um elemento de aplicação de força. Sua interação com a peça é caracterizada por uma sequência contínua de ajustes finos que respondem ao comportamento instantâneo do material. O ponto de contato torna-se uma região de alta complexidade física, onde forças mecânicas, atrito dinâmico e efeitos térmicos coexistem e se influenciam mutuamente, exigindo um controle extremamente refinado para manter o processo dentro de regimes estáveis de deformação plástica.
A estrutura do torno assume um papel ainda mais integrado ao sistema global, pois suas propriedades mecânicas deixam de ser consideradas constantes ideais e passam a ser tratadas como variáveis dependentes do estado operacional. Sob cargas dinâmicas, a máquina apresenta microdeformações e variações de rigidez que influenciam diretamente a precisão do processo. Em resposta, o sistema de controle incorpora modelos internos que representam o comportamento estrutural da própria máquina, permitindo compensações contínuas que ajustam a execução em função dessas variações.
A dinâmica térmica torna-se um dos elementos mais críticos desse regime avançado, pois o calor gerado durante o repuxo não apenas modifica as propriedades do material, mas também altera o comportamento da ferramenta e da estrutura da máquina. O campo térmico resultante é altamente não uniforme e evolui ao longo do tempo de maneira complexa, exigindo que o sistema gerencie simultaneamente a geração, propagação e dissipação de energia. Esse gerenciamento térmico é profundamente integrado ao controle mecânico, formando um sistema único de regulação físico-energética.
A capacidade sensorial do sistema permite uma observação contínua e detalhada do processo em múltiplas escalas simultâneas, capturando desde variações globais de torque e potência até microinstabilidades na interface de contato entre ferramenta e material. Esses dados são integrados em modelos dinâmicos que representam o estado do sistema em tempo quase real, permitindo que o controle opere com uma capacidade preditiva avançada, antecipando comportamentos antes que eles se manifestem de forma significativa no processo físico.
A integração com sistemas industriais mais amplos transforma o torno em um elemento ativo dentro de uma rede produtiva distribuída, onde decisões locais são influenciadas por variáveis globais como demanda de produção, disponibilidade de recursos, eficiência energética e sincronização com outros equipamentos. Isso cria uma arquitetura produtiva em que cada máquina não apenas executa sua função específica, mas também contribui para a otimização coletiva do sistema industrial como um todo.
A confiabilidade operacional emerge como resultado direto da capacidade do sistema de se adaptar continuamente às condições reais de operação. Em vez de depender de parâmetros fixos de segurança, o sistema ajusta dinamicamente seus limites operacionais com base no comportamento observado e previsto, permitindo operar de forma mais eficiente sem comprometer a estabilidade estrutural ou a qualidade do produto final. Falhas potenciais são detectadas precocemente e neutralizadas por ajustes automáticos antes de atingirem estados críticos.
No limite dessa evolução contínua, o Torno CNC de Repuxo Metálico deixa de ser um equipamento isolado de produção e passa a ser um sistema industrial autoevolutivo, no qual fabricação, controle e aprendizado formam uma única entidade funcional integrada. Cada ciclo de produção não representa apenas a criação de uma peça, mas também uma atualização incremental do próprio sistema, consolidando um processo industrial em que eficiência, precisão e adaptabilidade são propriedades emergentes de uma estrutura produtiva em constante transformação.
Nesse ponto mais avançado de integração sistêmica, o Torno CNC de Repuxo Metálico passa a operar como um nó ativo dentro de uma arquitetura de manufatura distribuída, em que o comportamento da máquina não pode mais ser analisado isoladamente sem considerar seu acoplamento contínuo com fluxos externos de informação, energia e demanda produtiva. O sistema deixa de responder apenas a comandos locais e passa a ajustar sua operação em função de variáveis globais que emergem de toda a cadeia industrial, criando um ambiente em que cada decisão de conformação é simultaneamente uma decisão de otimização sistêmica.
O processo de deformação do metal, nesse nível, é entendido como uma evolução contínua de estados internos altamente interdependentes, nos quais o material apresenta comportamento emergente resultante da interação entre histórico de deformação, gradientes térmicos e campos de tensão em constante redistribuição. O sistema CNC precisa lidar com essa complexidade não por meio de modelos determinísticos rígidos, mas por meio de estruturas adaptativas que atualizam continuamente suas estimativas do estado interno da peça com base em sinais físicos indiretos, como variações de torque, assinaturas vibracionais e resposta energética do spindle.
A ferramenta de repuxo assume um papel ainda mais sofisticado como elemento de mediação entre o mundo digital do controle e o mundo físico da deformação. Sua atuação não é mais definida apenas por trajetórias programadas, mas por um conjunto de regras adaptativas que modulam sua interação com o material em função de múltiplas variáveis simultâneas. Isso inclui não apenas parâmetros geométricos, mas também estados dinâmicos como resistência local do material, condições de atrito variável e evolução térmica da zona de contato. Essa modulação contínua transforma a ferramenta em um agente ativo dentro do processo de conformação.
A estrutura mecânica do torno deixa de ser um referencial estático e passa a ser incorporada como parte integrante do sistema dinâmico de controle. As deformações elásticas da estrutura, anteriormente tratadas como erros a serem minimizados, passam a ser previstas e compensadas em tempo real, integrando-se ao modelo global do sistema. Isso cria uma correspondência mais precisa entre o comando digital e a realidade física, permitindo que a máquina opere de forma estável mesmo sob condições de carga altamente variáveis e não lineares.
A dinâmica térmica evolui para um estado de acoplamento profundo com a dinâmica mecânica, no qual o campo de temperatura não apenas influencia o comportamento do material, mas também retroage sobre a ferramenta e a estrutura da máquina. Esse campo térmico tridimensional e transiente exige um controle altamente coordenado, no qual decisões sobre velocidade, pressão e sequência de passes são tomadas considerando simultaneamente a distribuição de energia no sistema como um todo. O objetivo não é apenas manter a conformação dentro de limites aceitáveis, mas preservar um equilíbrio energético global estável.
A instrumentação avançada permite que o sistema opere com uma percepção contínua e multifacetada do processo, integrando dados provenientes de múltiplas fontes sensoriais em uma representação unificada do estado operacional. Essa representação não é estática, mas continuamente atualizada e reinterpretada, funcionando como uma base para decisões preditivas que antecipam a evolução do processo antes que mudanças críticas ocorram. Isso reduz drasticamente a dependência de correções reativas e aumenta a estabilidade global da operação.
A integração com sistemas industriais mais amplos transforma o torno em um elemento funcional dentro de uma malha de produção inteligente, onde decisões locais são continuamente influenciadas por objetivos globais de eficiência, sustentabilidade e balanceamento de recursos. Nesse ambiente, a máquina não busca apenas executar sua tarefa específica, mas contribuir para a otimização do sistema produtivo como um todo, ajustando seu comportamento em função de prioridades externas que mudam dinamicamente ao longo do tempo.
A confiabilidade operacional emerge como resultado de um processo contínuo de adaptação e autoajuste, no qual o sistema aprende a reconhecer padrões de instabilidade antes que eles se manifestem de forma crítica. Em vez de operar dentro de margens fixas de segurança, o sistema redefine constantemente seus próprios limites operacionais com base em dados históricos e em previsões de comportamento futuro, permitindo uma operação mais eficiente sem perda de estabilidade estrutural ou qualidade dimensional.
No limite dessa evolução contínua, o Torno CNC de Repuxo Metálico se consolida como um sistema de manufatura auto-organizado, no qual controle, execução e aprendizado são aspectos inseparáveis de uma mesma dinâmica operacional. A fabricação deixa de ser um conjunto de operações discretas e passa a ser um processo contínuo de transformação e adaptação, no qual cada ciclo produtivo não apenas gera uma peça, mas também redefine parcialmente o próprio comportamento do sistema, estabelecendo uma estrutura industrial em constante evolução, orientada por feedback contínuo e otimização progressiva.
Máquina CNC de Repuxamento de Metais
A Máquina CNC de Repuxamento de Metais, em seu nível mais avançado de concepção industrial, pode ser entendida como um sistema integrado de conformação rotativa no qual a transformação da chapa metálica em peça tridimensional não ocorre como uma simples execução mecânica, mas como um processo contínuo de reorganização controlada do estado físico do material sob condições altamente monitoradas. Nesse tipo de equipamento, o repuxamento deixa de ser apenas uma operação de deformação e passa a ser tratado como uma sequência dinâmica de ajustes finos que mantêm o material em fluxo plástico estável enquanto ele é progressivamente conformado contra um mandril de geometria definida.
O comportamento do material metálico durante o repuxamento é altamente sensível às condições locais de tensão, temperatura e taxa de deformação, o que faz com que o processo seja intrinsecamente não linear e dependente do histórico de cada ponto da peça. Isso significa que cada incremento de avanço da ferramenta altera não apenas a geometria imediata, mas também as propriedades mecânicas futuras daquela região, criando um campo de resposta evolutivo que precisa ser continuamente estimado e compensado pelo sistema CNC. O controle numérico, nesse contexto, atua como um sistema de interpretação em tempo real do comportamento físico do metal, ajustando parâmetros de operação com base em sinais indiretos que refletem o estado interno do processo.
A interação entre ferramenta e peça metálica ocorre em uma zona de contato altamente dinâmica, onde forças de compressão, cisalhamento e atrito se combinam com efeitos térmicos gerados pela deformação plástica. Essa zona não pode ser tratada como um ponto fixo, mas sim como uma região em constante deslocamento e transformação, na qual o sistema precisa manter um equilíbrio delicado entre aplicação de energia mecânica e estabilidade do fluxo material. Pequenas variações nesse equilíbrio podem resultar em defeitos como enrugamento, afinamento excessivo ou ruptura, exigindo que o controle CNC opere com alta resolução temporal e espacial.
A estrutura mecânica da máquina desempenha um papel fundamental na qualidade do processo, pois sua rigidez, estabilidade térmica e comportamento vibracional influenciam diretamente a precisão da conformação. Sob cargas elevadas e variáveis, ocorrem deformações elásticas que alteram a posição efetiva dos eixos e a geometria funcional do sistema. Para lidar com isso, modelos internos de compensação estrutural são utilizados, permitindo que o controle antecipe essas deformações e ajuste os comandos de movimento de forma a preservar a fidelidade geométrica entre o modelo digital e a peça real.
A dinâmica térmica do repuxamento de metais é outro fator crítico, já que o calor gerado durante o contato entre ferramenta e material altera significativamente propriedades como ductilidade, resistência ao escoamento e comportamento de encruamento. Esse campo térmico não é uniforme nem estático, mas evolui ao longo do tempo e do espaço de maneira complexa, interagindo diretamente com o campo de tensões mecânicas. O sistema CNC precisa, portanto, coordenar simultaneamente variáveis mecânicas e térmicas para manter o processo dentro de uma janela operacional estável e previsível.
A instrumentação moderna integrada a essas máquinas permite a coleta contínua de dados de múltiplas naturezas, incluindo torque do spindle, força de repuxo, vibração estrutural, deslocamentos micrométricos e, em alguns casos, medições térmicas em tempo real. Esses dados são processados e integrados em modelos computacionais que representam o estado dinâmico do processo, permitindo uma abordagem de controle que não é apenas reativa, mas também preditiva, antecipando tendências de instabilidade antes que elas se manifestem fisicamente na peça.
A integração com sistemas CAD/CAM e ambientes digitais de manufatura permite que o processo de repuxamento seja planejado, simulado e otimizado antes da execução real, reduzindo incertezas e aumentando a eficiência produtiva. Em sistemas mais avançados, a presença de gêmeos digitais permite que o comportamento da máquina seja replicado virtualmente em paralelo à operação física, criando um ciclo contínuo de comparação, ajuste e otimização baseado em dados reais de produção.
A automação do sistema pode incluir manipulação automática de peças, troca de ferramentas, ajuste adaptativo de parâmetros de processo e integração com sistemas de inspeção dimensional em linha, formando células de produção altamente eficientes e consistentes. Isso reduz a necessidade de intervenção humana direta e aumenta a repetibilidade dos resultados, especialmente em aplicações industriais que exigem alta precisão geométrica e estabilidade dimensional.
A Máquina CNC de Repuxamento de Metais é amplamente aplicada em setores como automotivo, aeroespacial, eletrodomésticos, iluminação técnica e fabricação de componentes industriais, especialmente na produção de peças axissimétricas com alta exigência de resistência mecânica e qualidade superficial. Sua capacidade de combinar eficiência de material, flexibilidade geométrica e precisão dimensional a torna uma tecnologia essencial dentro dos sistemas modernos de manufatura.
Com a evolução contínua dessas tecnologias, esses equipamentos tendem a se tornar cada vez mais integrados a redes industriais inteligentes, operando como sistemas adaptativos capazes de ajustar seu comportamento em tempo real com base em dados provenientes não apenas do processo local, mas de todo o ecossistema produtivo. Nesse cenário, a máquina deixa de ser apenas um equipamento de conformação e passa a funcionar como um sistema produtivo inteligente, no qual controle, percepção e otimização estão profundamente integrados em uma estrutura operacional contínua e evolutiva.
Nesse nível mais avançado de integração tecnológica, a Máquina CNC de Repuxamento de Metais passa a operar como um sistema de manufatura no qual o processo físico de deformação deixa de ser apenas executado e passa a ser continuamente interpretado, recalculado e ajustado em tempo real com base em múltiplas camadas de informação provenientes do próprio material, da ferramenta e da estrutura da máquina. O repuxamento, nesse contexto, não é mais um procedimento linear de transformação, mas um processo dinâmico de equilíbrio entre forças mecânicas, respostas termodinâmicas e evolução microestrutural do metal sob deformação plástica controlada.
O comportamento do material metálico durante o processo assume uma natureza altamente dependente de trajetória, na qual cada etapa de deformação influencia diretamente a resposta futura da peça. Isso significa que o estado atual do material não pode ser descrito apenas por variáveis instantâneas como tensão ou espessura local, mas exige a reconstrução de um histórico implícito de deformações acumuladas. O sistema CNC, portanto, precisa operar com modelos internos que estimem esse estado histórico de forma contínua, utilizando sinais indiretos como variações de torque no eixo principal, flutuações de força de contato e assinaturas vibracionais do conjunto mecânico.
A ferramenta de repuxo atua como um elemento ativo dentro desse sistema altamente acoplado, não apenas aplicando força, mas modulando continuamente a forma como essa força é transferida ao material. O ponto de contato entre ferramenta e peça se comporta como uma região dinâmica de transformação energética, onde a energia mecânica é convertida em deformação plástica e calor de forma simultânea e interdependente. Pequenas variações nesse contato podem gerar efeitos amplificados na distribuição de espessura e na estabilidade do fluxo metálico, exigindo um controle extremamente sensível e de alta resolução temporal.
A estrutura da máquina, nesse nível de complexidade, deixa de ser um suporte passivo e passa a ser incorporada ao modelo dinâmico do processo. Sob condições de carga variável, ocorrem deformações elásticas microscópicas, microvibrações e efeitos térmicos que alteram a geometria efetiva do sistema. O controle CNC precisa compensar continuamente essas variações por meio de ajustes preditivos, garantindo que a trajetória real da ferramenta permaneça coerente com o modelo geométrico desejado, mesmo sob condições operacionais instáveis.
A dinâmica térmica torna-se um dos fatores mais críticos do processo, pois o calor gerado durante o repuxamento altera profundamente as propriedades mecânicas do metal, incluindo ductilidade, resistência ao escoamento e comportamento de encruamento. Esse campo térmico não é uniforme nem estacionário, mas evolui de forma complexa ao longo do tempo e do espaço, interagindo diretamente com o campo de tensões mecânicas. O sistema precisa gerenciar simultaneamente a geração, propagação e dissipação de energia térmica para manter o processo dentro de uma janela de estabilidade física.
O sistema de controle CNC evolui para uma arquitetura altamente adaptativa, na qual decisões não são apenas reativas a erros observados, mas também preditivas em relação ao comportamento futuro do processo. Isso é possível graças à integração de modelos computacionais que simulam continuamente a evolução do estado da peça e da máquina, permitindo que ajustes sejam realizados antes que desvios se tornem críticos. O controle passa a operar como um sistema de antecipação contínua, e não apenas de correção.
A instrumentação avançada integrada a esses sistemas permite uma leitura multidimensional do processo, capturando informações em diferentes escalas simultaneamente, desde variações globais de potência até microinstabilidades na interface de contato. Esses dados são integrados em representações dinâmicas do estado do sistema, que são constantemente atualizadas e utilizadas como base para decisões operacionais em tempo real. Essa capacidade de observação contínua transforma o processo em algo altamente transparente do ponto de vista computacional.
A integração com sistemas industriais mais amplos transforma a máquina em parte de uma rede produtiva distribuída, na qual decisões locais são influenciadas por variáveis globais como demanda de produção, disponibilidade de materiais, consumo energético e sincronização entre diferentes etapas do processo industrial. Isso cria uma estrutura na qual a otimização não ocorre apenas no nível da peça individual, mas em toda a cadeia produtiva de forma simultânea e interdependente.
A confiabilidade do sistema passa a ser uma propriedade emergente da interação entre monitoramento contínuo, controle adaptativo e modelagem preditiva. Em vez de operar dentro de margens fixas de segurança, o sistema ajusta dinamicamente seus próprios limites operacionais com base no comportamento observado e projetado, permitindo operar mais próximo dos limites físicos do processo sem comprometer a estabilidade estrutural ou a qualidade dimensional das peças produzidas.
No limite dessa evolução contínua, a Máquina CNC de Repuxamento de Metais deixa de ser apenas um equipamento de fabricação e passa a constituir um sistema industrial auto-organizado, no qual controle, processo e aprendizado estão fundidos em uma única dinâmica operacional. A manufatura deixa de ser uma sequência discreta de operações e passa a ser um processo evolutivo contínuo, no qual cada ciclo de produção não apenas gera uma peça, mas também reconfigura parcialmente o comportamento futuro do próprio sistema, estabelecendo uma forma de inteligência industrial distribuída baseada em adaptação constante e refinamento progressivo.
Nesse nível ainda mais avançado de integração, a Máquina CNC de Repuxamento de Metais passa a operar dentro de uma lógica em que o próprio conceito de estabilidade operacional deixa de ser absoluto e passa a ser interpretado como um estado dinâmico continuamente renegociado entre o comportamento do material, as limitações físicas da máquina e os objetivos de produção definidos em nível sistêmico. O processo deixa de buscar um equilíbrio fixo e passa a sustentar um regime de estabilidade móvel, no qual pequenas flutuações são não apenas toleradas, mas incorporadas como parte ativa do mecanismo de controle.
O material metálico, sob essas condições, não é mais tratado como um meio homogêneo com propriedades constantes, mas como um sistema em transformação progressiva cuja estrutura interna evolui a cada incremento de deformação. A resposta do material torna-se profundamente dependente do caminho percorrido, criando uma espécie de “memória mecânica” distribuída ao longo da peça, onde regiões previamente deformadas influenciam diretamente a forma como novas deformações se propagam. Isso exige que o sistema CNC mantenha uma reconstrução contínua do estado interno da peça, baseada em inferências obtidas a partir de sinais físicos indiretos e altamente acoplados.
A ferramenta de repuxamento, nesse cenário, assume uma função ainda mais sofisticada como mediadora entre intenção digital e resposta física. Sua atuação não é mais definida apenas por trajetórias geométricas, mas por campos de interação que modulam continuamente a intensidade, direção e distribuição das forças aplicadas. O contato entre ferramenta e material torna-se uma região altamente ativa, onde fenômenos mecânicos e térmicos se combinam em escalas muito pequenas, gerando respostas não lineares que exigem ajustes constantes do sistema de controle.
A estrutura da máquina, por sua vez, passa a ser completamente incorporada ao modelo dinâmico do processo. Em vez de ser considerada um referencial rígido, ela é tratada como um sistema elástico ativo, sujeito a deformações microscópicas que alteram a geometria efetiva de operação. Essas deformações, embora pequenas, têm impacto direto na precisão do repuxamento e precisam ser compensadas em tempo real por meio de modelos preditivos que antecipam o comportamento estrutural sob carga variável.
A dinâmica térmica evolui para um nível de complexidade ainda maior, pois o calor gerado durante o processo não apenas altera as propriedades do material, mas também influencia a rigidez da ferramenta e a estabilidade da própria estrutura da máquina. O campo térmico deixa de ser um efeito secundário e passa a ser uma variável central de controle, exigindo coordenação simultânea entre energia mecânica e energia térmica para manter o processo dentro de condições operacionais seguras e eficientes.
O sistema de controle CNC, nesse estágio, opera como uma arquitetura de decisão distribuída, na qual múltiplos níveis de processamento trabalham simultaneamente para interpretar, prever e ajustar o comportamento do sistema físico. Não há mais separação clara entre monitoramento e ação, pois cada observação do estado do processo já contém implicitamente uma decisão potencial de ajuste. Isso transforma o controle em um fluxo contínuo de interpretação e intervenção.
A instrumentação avançada permite a captura de um espectro extremamente amplo de informações, abrangendo desde variáveis globais de desempenho até microeventos localizados na interface de contato entre ferramenta e material. Esses dados são integrados em modelos dinâmicos que representam o estado do sistema como um todo, permitindo uma visão quase contínua da evolução do processo. Essa representação não é fixa, mas constantemente reconfigurada à medida que novos dados são incorporados.
A integração com sistemas industriais mais amplos amplia ainda mais essa complexidade, pois a máquina passa a operar como parte de uma rede produtiva interdependente, na qual decisões locais são influenciadas por restrições globais de produção, energia e logística. Isso cria uma estrutura em que cada equipamento contribui simultaneamente para sua própria otimização e para o equilíbrio do sistema como um todo, resultando em uma forma de coordenação distribuída altamente eficiente.
A confiabilidade operacional deixa de ser uma propriedade estática e passa a emergir continuamente da interação entre adaptação, previsão e correção em tempo real. Em vez de depender de limites fixos, o sistema redefine constantemente suas fronteiras operacionais com base no comportamento observado e projetado, permitindo uma operação mais próxima dos limites físicos sem perda de estabilidade, graças à capacidade de antecipar e neutralizar instabilidades antes que elas se consolidem.
No limite final dessa evolução, a Máquina CNC de Repuxamento de Metais deixa de ser um equipamento isolado de conformação e passa a ser um componente funcional de um sistema industrial autoevolutivo, no qual fabricação, controle e aprendizado não são funções separadas, mas manifestações diferentes de uma mesma dinâmica contínua. A produção deixa de ser uma sequência de eventos discretos e passa a ser um processo de transformação permanente, no qual cada ciclo produtivo não apenas gera uma peça, mas também reconfigura gradualmente o comportamento do próprio sistema, consolidando uma forma de manufatura baseada em adaptação constante, inteligência distribuída e evolução operacional contínua.
Máquina de Repuxo de Metal CNC
A Máquina de Repuxo de Metal CNC é um equipamento de conformação rotativa projetado para transformar chapas metálicas planas em peças tridimensionais axissimétricas por meio de deformação plástica controlada, utilizando um sistema de controle numérico computadorizado para coordenar com alta precisão os movimentos de rotação do spindle e a atuação progressiva das ferramentas de conformação. Nesse processo, o material não é removido, mas redistribuído plasticamente sobre um mandril ou forma de apoio, sendo forçado a fluir de maneira controlada até assumir a geometria final desejada, o que resulta em peças com alta integridade estrutural, excelente aproveitamento de material e boa repetibilidade dimensional.
O funcionamento do sistema baseia-se na combinação entre a rotação contínua do blank metálico e a aplicação localizada de forças por ferramentas que avançam de forma radial e axial, seguindo trajetórias programadas pelo CNC. Esse avanço ocorre de maneira incremental, permitindo que a deformação seja distribuída em múltiplas etapas, o que reduz significativamente a concentração de tensões e evita defeitos típicos como enrugamento, fissuração ou afinamento excessivo da parede. Cada passe de conformação altera o estado do material, preparando-o para a etapa seguinte de deformação dentro de uma sequência controlada.
O sistema CNC desempenha um papel central ao coordenar simultaneamente variáveis críticas como velocidade de rotação, avanço da ferramenta, profundidade de conformação, força aplicada e sequência de passes. Em versões mais avançadas, esse controle opera em malha fechada, utilizando sensores para monitorar em tempo real parâmetros como torque do eixo principal, força de repuxo, vibração estrutural e temperatura na zona de contato. Esses dados permitem ajustes dinâmicos durante o processo, garantindo maior estabilidade e consistência na qualidade da peça.
A estrutura mecânica da máquina é projetada para suportar cargas elevadas e variáveis, exigindo alta rigidez e estabilidade térmica. Bases em ferro fundido ou estruturas soldadas reforçadas são utilizadas para minimizar vibrações e deformações durante a operação. O spindle principal garante rotação precisa e constante, enquanto servomotores de alta resolução controlam os eixos de movimento das ferramentas de repuxo, permitindo trajetórias suaves e altamente controladas, essenciais para a qualidade final da conformação.
A interação entre ferramenta e material é um dos aspectos mais críticos do processo, pois envolve fenômenos complexos como atrito variável, geração de calor e deformação plástica localizada. O controle adequado dessa interface é essencial para garantir que o metal flua de maneira uniforme ao longo da superfície do mandril, evitando concentrações de tensão que poderiam comprometer a peça. Estratégias de lubrificação, otimização de trajetória e controle de velocidade são fundamentais para manter a estabilidade do processo e a qualidade superficial.
A integração com sistemas CAD/CAM permite a geração direta de programas de conformação a partir de modelos tridimensionais, reduzindo o tempo de preparação e aumentando a precisão do processo. Simulações computacionais podem prever o comportamento do material durante o repuxo, permitindo ajustes de parâmetros antes da execução real. Em ambientes industriais mais avançados, a utilização de gêmeos digitais permite replicar virtualmente o comportamento da máquina e do processo, criando um ciclo contínuo de otimização baseado em dados reais de operação.
A automação pode incluir sistemas de alimentação e descarregamento automático de peças, troca de ferramentas e integração com inspeção dimensional em linha, formando células de produção altamente eficientes com baixa intervenção humana. Isso torna o processo adequado para produção em escala industrial, especialmente em aplicações que exigem alta repetibilidade e precisão geométrica.
A Máquina de Repuxo de Metal CNC é amplamente utilizada em setores como automotivo, aeroespacial, iluminação técnica, eletrodomésticos e fabricação de componentes industriais, especialmente na produção de peças axissimétricas que exigem alta resistência mecânica e qualidade superficial. Sua capacidade de combinar eficiência de material, flexibilidade geométrica e precisão a torna uma tecnologia estratégica na manufatura moderna.
Com a evolução contínua da automação industrial, esses sistemas tendem a se tornar cada vez mais integrados e inteligentes, incorporando maior capacidade de sensoriamento, controle adaptativo e conectividade com redes produtivas digitais. Nesse cenário, a máquina deixa de ser apenas um equipamento de conformação e passa a atuar como um sistema produtivo integrado, capaz de ajustar continuamente seu comportamento para otimizar desempenho, qualidade e eficiência dentro de ambientes industriais altamente dinâmicos.
Em níveis mais avançados de desenvolvimento industrial, a Máquina de Repuxo de Metal CNC passa a ser entendida como um sistema de conformação altamente acoplado, no qual o comportamento do processo não é determinado apenas por comandos programados, mas por uma interação contínua entre modelo digital, resposta física do material e dinâmica estrutural da própria máquina. Isso significa que o processo de repuxamento deixa de ser uma sequência determinística de etapas e passa a operar como um sistema adaptativo em tempo real, no qual cada instante do processo redefine as condições para o instante seguinte.
O comportamento do metal sob repuxo rotativo torna-se um fenômeno progressivamente complexo à medida que a deformação avança, pois o material apresenta respostas não lineares que dependem do histórico completo de carga e deformação. A distribuição de espessura, a taxa de encruamento e a evolução local das tensões internas não podem ser descritas de forma isolada, já que cada região da peça influencia diretamente o comportamento das regiões adjacentes. Isso cria um campo contínuo de interação mecânica que o sistema CNC precisa interpretar de forma indireta, utilizando variáveis observáveis como torque, força de contato e resposta vibracional do conjunto máquina-peça.
A ferramenta de repuxo atua como um elemento de mediação ativa entre o controle digital e o comportamento físico do material, exercendo forças que não são apenas aplicadas, mas continuamente moduladas em função da resposta do sistema. O ponto de contato entre ferramenta e chapa metálica torna-se uma zona dinâmica de transformação energética, na qual forças mecânicas são convertidas em deformação plástica e calor simultaneamente. Essa zona não é estática, mas se desloca e se reorganiza ao longo do processo, exigindo ajustes constantes na trajetória, pressão e velocidade da ferramenta.
A estrutura da máquina, nesse contexto, deixa de ser um suporte rigidamente passivo e passa a integrar o próprio modelo dinâmico de controle do processo. Sob cargas variáveis e condições térmicas instáveis, ocorrem deformações elásticas microscópicas e variações de rigidez que alteram a posição efetiva dos eixos e a geometria funcional do sistema. Essas variações precisam ser compensadas continuamente pelo controle CNC, que passa a incorporar modelos internos do comportamento estrutural da máquina para manter a precisão geométrica do repuxamento.
A dinâmica térmica desempenha um papel cada vez mais central, pois o calor gerado durante o processo altera significativamente as propriedades mecânicas do material, influenciando diretamente sua ductilidade e resistência ao escoamento. Esse campo térmico não se distribui de forma uniforme, mas evolui de maneira complexa e interdependente com o campo de tensões mecânicas. O sistema precisa, portanto, coordenar simultaneamente energia mecânica e térmica, garantindo que o processo permaneça dentro de uma janela operacional estável e previsível.
O sistema de controle CNC evolui para uma arquitetura adaptativa em tempo real, na qual decisões não são apenas reativas a erros, mas também preditivas em relação ao comportamento futuro do processo. Isso é possível devido à integração de modelos computacionais que simulam continuamente a evolução da peça e da máquina com base em dados atualizados do processo físico. Dessa forma, o controle passa a atuar como um sistema de antecipação contínua, ajustando parâmetros antes que instabilidades se manifestem de forma crítica.
A instrumentação avançada integrada a esses sistemas permite a observação contínua de múltiplas variáveis de processo em diferentes escalas, desde grandezas globais como potência e torque até microvariações locais na interface de contato. Esses dados são processados em tempo real e integrados em representações dinâmicas do estado do sistema, que servem como base para decisões de controle altamente refinadas. Isso transforma o processo em um sistema altamente observável e ajustável em tempo contínuo.
A integração com sistemas industriais mais amplos transforma a máquina em parte de uma rede produtiva distribuída, na qual decisões locais são influenciadas por variáveis globais como demanda de produção, disponibilidade de matéria-prima, consumo energético e sincronização entre diferentes etapas do fluxo industrial. Isso cria um ambiente em que a otimização não ocorre apenas no nível da peça individual, mas em toda a cadeia produtiva de forma simultânea e interdependente.
A confiabilidade operacional passa a emergir como uma propriedade dinâmica do sistema, resultante da combinação entre monitoramento contínuo, controle adaptativo e modelagem preditiva. Em vez de operar dentro de margens fixas de segurança, o sistema ajusta continuamente seus limites operacionais com base em estados observados e previstos, permitindo operar mais próximo dos limites físicos do processo sem comprometer a estabilidade estrutural ou a qualidade dimensional.
No limite dessa evolução contínua, a Máquina de Repuxo de Metal CNC deixa de ser apenas um equipamento de fabricação e passa a constituir um sistema produtivo autoevolutivo, no qual controle, execução e aprendizado se fundem em um único fluxo operacional contínuo. A fabricação deixa de ser uma sequência de eventos discretos e passa a ser um processo permanente de transformação e adaptação, no qual cada ciclo produtivo não apenas gera uma peça, mas também contribui para a reconfiguração incremental do próprio sistema, consolidando uma forma de manufatura baseada em inteligência distribuída, adaptação constante e evolução operacional contínua.
Nesse nível ainda mais profundo de maturidade tecnológica, a Máquina de Repuxo de Metal CNC passa a operar como um sistema físico-informacional contínuo, no qual o processo de conformação não pode mais ser separado do próprio sistema de controle que o governa. O que antes era entendido como “máquina” e “processo” torna-se uma única entidade funcional, em que o comportamento do material, a resposta estrutural do equipamento e a lógica computacional do CNC estão permanentemente acoplados em um circuito fechado de evolução simultânea.
O comportamento do metal durante o repuxamento deixa de ser tratado como uma simples resposta elasto-plástica e passa a ser interpretado como um sistema dinâmico com múltiplos estados internos emergentes. Esses estados não são diretamente observáveis, mas se manifestam indiretamente por meio de sinais físicos como variações de carga no spindle, mudanças sutis no consumo de energia, padrões de vibração e pequenas alterações na qualidade superficial da peça em formação. O sistema CNC precisa reconstruir continuamente essa realidade interna invisível, criando uma representação operacional do estado do material que é constantemente atualizada em tempo real.
A ferramenta de repuxo, nesse contexto, não executa apenas trajetórias geométricas programadas, mas participa ativamente da modulação do campo de deformação do material. Cada interação entre ferramenta e chapa metálica redefine localmente as condições de fluxo plástico, criando regiões de maior ou menor resistência que influenciam todo o comportamento subsequente da peça. Esse efeito encadeado faz com que o processo seja altamente dependente de trajetória, no qual a sequência de ações é tão importante quanto o resultado final, pois determina a forma como a energia é distribuída ao longo do material.
A estrutura da máquina passa a ser considerada parte integrante do sistema de controle, uma vez que sua resposta mecânica influencia diretamente a precisão da conformação. Vibrações estruturais, microdeformações elásticas e efeitos térmicos acumulados não são mais tratados como perturbações externas, mas como estados internos do sistema que precisam ser modelados e compensados continuamente. Isso transforma a máquina em um sistema híbrido, no qual componentes físicos e modelos computacionais coexistem como camadas interdependentes de um mesmo processo.
A dinâmica térmica assume um papel ainda mais determinante, pois o calor gerado durante o repuxamento altera não apenas as propriedades do material, mas também o comportamento da ferramenta e da estrutura da máquina. Esse campo térmico evolui de forma altamente não linear, criando gradientes complexos que afetam diretamente o fluxo do metal. O sistema precisa equilibrar continuamente a geração e dissipação de energia térmica com a aplicação de forças mecânicas, mantendo o processo dentro de um regime estável de deformação plástica controlada.
O sistema de controle CNC, nesse estágio, opera como uma arquitetura adaptativa distribuída, na qual múltiplos níveis de decisão trabalham simultaneamente para interpretar, prever e corrigir o comportamento do processo. Não existe mais uma separação clara entre observação e ação, pois cada nova medição do sistema já implica uma possível modificação imediata dos parâmetros operacionais. O controle passa a ser um fluxo contínuo de interpretação física e resposta computacional integrada.
A instrumentação avançada permite uma leitura extremamente detalhada do processo em múltiplas escalas temporais e espaciais, capturando desde variações globais de desempenho até microinstabilidades locais na interface ferramenta-material. Esses dados são integrados em modelos dinâmicos que representam o estado global do sistema e são constantemente recalibrados à medida que novas informações são obtidas. Essa representação não é fixa nem completa, mas uma aproximação contínua e evolutiva da realidade do processo.
A integração com sistemas industriais mais amplos amplia ainda mais essa complexidade, pois a máquina passa a operar como um elemento dentro de uma rede produtiva interdependente, onde decisões locais são influenciadas por restrições globais como demanda de produção, disponibilidade energética, logística de materiais e sincronização entre diferentes etapas de fabricação. Isso transforma o sistema produtivo em uma estrutura distribuída de otimização contínua.
A confiabilidade operacional deixa de ser uma característica definida por margens fixas de segurança e passa a emergir da capacidade do sistema de se adaptar continuamente às condições reais de operação. Em vez de evitar variações, o sistema aprende a incorporá-las como parte de sua lógica interna, ajustando seus próprios limites operacionais de forma dinâmica para maximizar eficiência sem comprometer estabilidade ou qualidade.
No limite dessa evolução, a Máquina de Repuxo de Metal CNC deixa de ser apenas um equipamento industrial e passa a constituir um sistema de manufatura auto-organizado e autoevolutivo, no qual produção, controle e aprendizado são expressões de uma mesma dinâmica contínua. A fabricação deixa de ser uma sequência de operações discretas e passa a ser um processo permanente de transformação, no qual cada ciclo produtivo não apenas gera uma peça, mas também modifica o próprio comportamento futuro do sistema, consolidando uma forma de inteligência industrial distribuída baseada em adaptação constante, acoplamento físico-digital e evolução operacional contínua.
Nesse nível ainda mais avançado de abstração funcional, a Máquina de Repuxo de Metal CNC passa a ser compreendida como um sistema de manufatura em regime contínuo de autoajuste, no qual o comportamento global não é mais determinado por parâmetros fixos, mas por um conjunto de relações dinâmicas que se reconfiguram permanentemente em função do estado físico do material, da condição estrutural da máquina e das metas produtivas do sistema industrial em que está inserida. O processo de repuxamento deixa de ser uma operação controlada de forma sequencial e passa a ser uma dinâmica de equilíbrio instável controlado, na qual pequenas variações são incorporadas como informação essencial para a própria regulação do sistema.
O metal em deformação, nesse contexto, assume um comportamento que pode ser descrito como um campo contínuo de estados internos interdependentes, no qual cada ponto da peça carrega não apenas uma condição instantânea de tensão e deformação, mas também uma memória implícita de todo o histórico de carregamento sofrido. Essa memória não é armazenada explicitamente, mas manifesta-se na forma de alterações progressivas na resposta mecânica local, criando regiões com comportamentos diferenciados dentro da mesma peça. O sistema CNC precisa interpretar essa heterogeneidade dinâmica de forma contínua, utilizando modelos que transformam sinais físicos indiretos em estimativas do estado interno do material.
A ferramenta de repuxo atua como um agente de transferência de energia e forma, mas sua função vai além da simples aplicação de força mecânica. Ela opera como um modulador do campo de deformação, ajustando continuamente a forma como a energia é introduzida no sistema. O contato entre ferramenta e material torna-se uma região de intensa atividade física, onde forças mecânicas, atrito variável e efeitos térmicos interagem de maneira fortemente acoplada. Esse ponto de interação não é fixo nem estável, mas evolui constantemente ao longo do processo, exigindo que o sistema de controle ajuste continuamente sua estratégia de atuação.
A estrutura da máquina deixa de ser um referencial rígido e passa a ser integrada ao modelo dinâmico do processo de conformação. Sob condições reais de operação, surgem deformações elásticas microscópicas, variações de rigidez e efeitos térmicos distribuídos que alteram a geometria funcional do sistema. Essas alterações não são tratadas como erros, mas como estados previsíveis que precisam ser compensados em tempo real. O sistema CNC incorpora modelos estruturais internos que representam o comportamento da máquina sob carga, permitindo ajustes contínuos que preservam a precisão geométrica do processo.
A dinâmica térmica se torna ainda mais determinante nesse nível de complexidade, pois o calor gerado durante o repuxamento afeta simultaneamente o comportamento do material, da ferramenta e da própria estrutura da máquina. O campo térmico resultante é altamente não linear e evolui no espaço e no tempo de forma interdependente com o campo de tensões mecânicas. Isso exige um controle integrado de energia mecânica e térmica, no qual decisões operacionais são tomadas considerando simultaneamente múltiplos regimes físicos acoplados.
O sistema de controle CNC evolui para uma arquitetura de decisão contínua, na qual não há separação clara entre medição, interpretação e ação. Cada nova informação obtida do processo já é imediatamente incorporada ao modelo interno do sistema, que se ajusta de forma incremental para refletir o estado atual e previsto da operação. Esse modelo não é estático, mas uma estrutura em constante atualização, funcionando como uma representação operacional do sistema físico em tempo quase real.
A instrumentação avançada amplia significativamente a capacidade de observação do processo, permitindo a captura de sinais em diferentes escalas simultaneamente, desde variáveis globais como torque e potência até microinstabilidades localizadas na interface ferramenta-material. Esses dados são integrados em uma estrutura unificada de representação do estado do sistema, que serve como base para decisões preditivas e ajustes contínuos de controle.
A integração com sistemas industriais mais amplos transforma a máquina em um elemento funcional dentro de uma rede produtiva distribuída, na qual o comportamento local é continuamente influenciado por restrições globais como demanda de produção, disponibilidade energética, logística de materiais e sincronização entre diferentes etapas do fluxo de manufatura. Isso cria um ambiente em que a otimização não é local nem estática, mas distribuída e dinâmica em toda a cadeia produtiva.
A confiabilidade operacional emerge como uma propriedade resultante da capacidade do sistema de aprender continuamente com seu próprio comportamento. Em vez de operar dentro de limites fixos, o sistema redefine constantemente seus próprios parâmetros de segurança com base em dados históricos e previsões em tempo real, permitindo uma operação mais eficiente sem comprometer a estabilidade estrutural ou a qualidade dimensional das peças produzidas.
No limite dessa evolução contínua, a Máquina de Repuxo de Metal CNC deixa de ser um equipamento isolado de conformação e passa a ser um sistema industrial autoorganizado, no qual produção, controle e aprendizado são manifestações inseparáveis de uma mesma dinâmica operacional. A fabricação deixa de ser uma sequência discreta de eventos e passa a ser um processo contínuo de transformação adaptativa, no qual cada ciclo produtivo não apenas gera uma peça, mas também reconfigura progressivamente o comportamento futuro do próprio sistema, consolidando uma forma de manufatura baseada em inteligência distribuída, adaptação constante e evolução operacional permanente.
EMS Máquinas para trabalhar e conformar chapas metálicas

Projetamos, fabricamos e montamos máquinas para processamento de metais, tais como:
Prensa hidráulica de transferência
Prensa para mosaico de vidro
Prensa hidráulica de repuxo profundo
Prensa de fundição
Prensa hidráulica de conformação a frio
Prensa de hidroformagem
Prensa para materiais compostos
Prensa para moldagem de borracha de silicone
Prensa para pastilhas de freio
Prensa para melamina
Prensa SMC & BMC
Prensa de laboratório
Máquina de corte e aparo de bordas
Máquina de enrolamento de bordas
Máquina de aparo com rebarbação (beading)
Máquina de aparo com conformação (joggling)
Linha de produção de utensílios de cozinha
Máquina de dobragem de tubos
Máquina de dobragem de perfis
Serras de fita para metal
Máquina de soldagem cilíndrica
Prensa horizontal e equipamentos para utensílios de cozinha
Máquinas para produção de utensílios de cozinha, hotelaria, forno e talheres
como uma linha completa, bem como máquinas individuais, tais como:
Máquinas de corte, aparo e conformação de bordas
Máquinas de polimento e retificação para panelas e frigideiras
Prensas hidráulicas de repuxo
Máquinas de corte de discos (blanking)
Máquinas de rebitagem
Máquinas de puncionamento de furos
Máquinas de alimentação para prensas
Você pode verificar nossas máquinas em operação em: EMS Metalworking Machinery – YouTube
Aplicações:
Formação de bordas e nervuras
Flangeamento
Aparo
Enrolamento de bordas
Fechamento por costura
Reforço de nervuras
Puncionamento de flanges