Prensa Hidráulica de Estampagem Profunda: A prensa hidráulica de estampagem profunda é um equipamento essencial na indústria de conformação de chapas metálicas, projetado para transformar blanks planos em peças tridimensionais com elevada profundidade e precisão dimensional. Esse processo, conhecido como estampagem profunda, baseia-se na aplicação controlada de força hidráulica para forçar o material a fluir plasticamente para dentro de uma matriz, assumindo a geometria desejada sem ocorrer ruptura ou formação excessiva de rugas. A principal característica que diferencia esse tipo de prensa das demais é a sua capacidade de manter uma força constante ao longo de todo o curso do cilindro, o que é fundamental para garantir uniformidade na espessura do material e evitar falhas típicas como afinamento localizado ou rasgamento.
O funcionamento da prensa hidráulica de estampagem profunda é baseado no princípio da lei de Pascal, onde a pressão aplicada em um fluido incompressível é transmitida igualmente em todas as direções. Isso permite que o sistema hidráulico gere forças extremamente elevadas com grande precisão de controle. O conjunto normalmente é composto por um cilindro principal responsável pelo movimento do punção, um sistema de almofada hidráulica ou prensa-chapas que controla o fluxo do material durante a deformação, além de válvulas proporcionais, bombas hidráulicas e sistemas de controle eletrônico que garantem a repetibilidade do processo. A presença do prensa-chapas é particularmente crítica, pois sua função é aplicar uma força adequada sobre a chapa para evitar a formação de rugas enquanto permite o escoamento necessário do material para dentro da matriz.
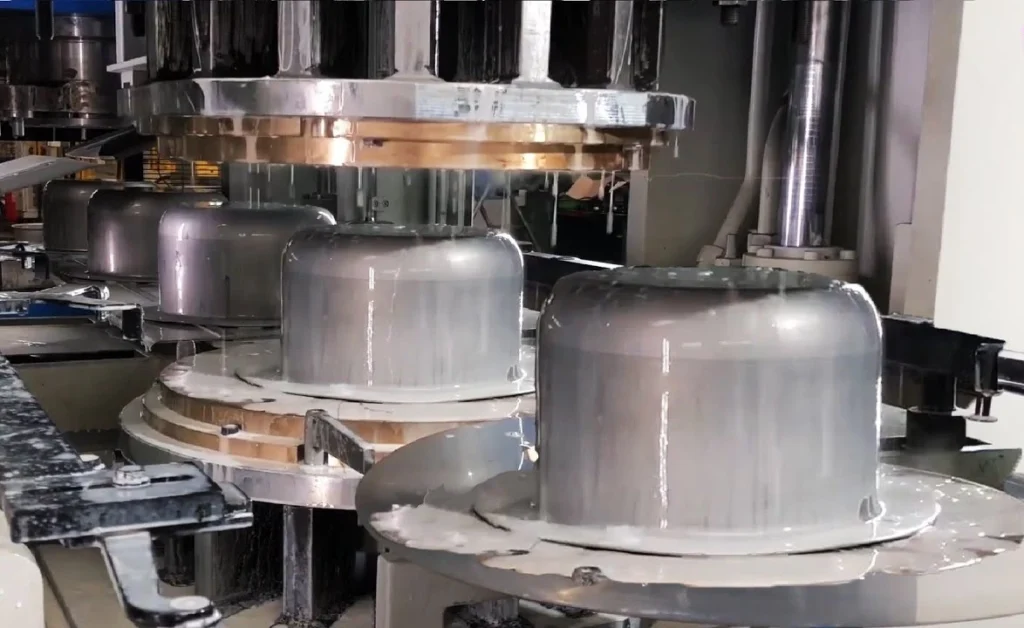
Durante o processo de estampagem profunda, o blank metálico é posicionado sobre a matriz e mantido sob pressão pelo prensa-chapas, enquanto o punção desce e empurra o material para dentro da cavidade da matriz. À medida que o punção avança, o material sofre tensões complexas, incluindo tração, compressão e cisalhamento, sendo essencial que as propriedades mecânicas do material, como ductilidade e limite de escoamento, sejam adequadas para suportar essas condições sem falhar. Materiais como aço de baixo carbono, aço inoxidável, alumínio e ligas de cobre são amplamente utilizados devido à sua boa conformabilidade. A lubrificação também desempenha um papel crucial, reduzindo o atrito entre a chapa e as superfícies da ferramenta, minimizando o desgaste e melhorando o fluxo do material.
A versatilidade da prensa hidráulica de estampagem profunda permite sua aplicação em diversos setores industriais, incluindo automotivo, eletrodomésticos, aeroespacial e fabricação de recipientes metálicos. Componentes como tanques de combustível, panelas, carcaças de motores, latas e peças estruturais complexas são frequentemente produzidos por esse método. A capacidade de produzir formas profundas com poucas operações, ou até mesmo em uma única etapa, contribui para a redução de custos de produção e aumento da eficiência operacional. Em muitos casos, o processo pode ser complementado por operações subsequentes como recorte, flangeamento ou recalque para atingir as dimensões finais e requisitos funcionais da peça.
Outro aspecto importante é o nível de automação que pode ser integrado às prensas hidráulicas modernas. Sistemas CNC e controladores programáveis permitem ajustar parâmetros como velocidade, pressão, curso e tempo de permanência com alta precisão, possibilitando a produção em larga escala com qualidade consistente. Sensores e sistemas de monitoramento em tempo real também são utilizados para detectar anomalias no processo, como variações de pressão ou deslocamento, permitindo intervenções rápidas e reduzindo desperdícios. Além disso, o uso de servoválvulas e tecnologia proporcional contribui para um controle mais refinado do movimento do punção e do prensa-chapas.
Apesar de suas vantagens, a estampagem profunda em prensas hidráulicas também apresenta desafios técnicos que exigem conhecimento especializado. O projeto das ferramentas é um dos fatores mais críticos, envolvendo cálculos detalhados para determinar raios de curvatura, folgas, forças necessárias e distribuição de tensões. Simulações computacionais por elementos finitos são frequentemente empregadas para prever o comportamento do material durante o processo e otimizar o design antes da fabricação das ferramentas. Problemas como enrugamento, fissuração e retorno elástico devem ser cuidadosamente controlados por meio de ajustes nos parâmetros de processo e na geometria das ferramentas.
A manutenção da prensa hidráulica é outro fator determinante para o desempenho e a longevidade do equipamento. O sistema hidráulico requer monitoramento constante do nível e da qualidade do fluido, verificação de vazamentos, inspeção de válvulas e bombas, além da calibração periódica dos sensores e atuadores. A contaminação do fluido hidráulico pode comprometer seriamente o funcionamento do sistema, levando a falhas prematuras e perda de eficiência. Por isso, práticas rigorosas de manutenção preventiva são indispensáveis para garantir a confiabilidade do equipamento.
Em termos de segurança, as prensas hidráulicas de estampagem profunda são projetadas com diversos dispositivos de proteção, como cortinas de luz, sistemas de parada de emergência e proteções físicas, visando prevenir acidentes durante a operação. O treinamento adequado dos operadores também é essencial, uma vez que o manuseio incorreto pode resultar em danos ao equipamento ou riscos à integridade física. Normas técnicas e regulamentações internacionais estabelecem diretrizes específicas para a operação segura desses equipamentos, reforçando a importância de um ambiente de trabalho controlado e bem gerenciado.
Com a evolução tecnológica, observa-se uma tendência crescente na integração de conceitos da Indústria 4.0 às prensas hidráulicas, incluindo conectividade, análise de dados e manutenção preditiva. Isso permite não apenas otimizar o desempenho da máquina, mas também antecipar falhas e melhorar a eficiência global do processo produtivo. Dessa forma, a prensa hidráulica de estampagem profunda continua sendo uma solução robusta e altamente eficiente para a fabricação de componentes metálicos complexos, combinando força, precisão e flexibilidade em um único equipamento.
Prensa Hidráulica de Estampagem Profunda

Além disso, a eficiência do processo de estampagem profunda em prensas hidráulicas está fortemente ligada à correta definição dos parâmetros operacionais, como velocidade de avanço do punção, pressão aplicada pelo prensa-chapas e perfil de aceleração e desaceleração durante o ciclo. Diferentemente das prensas mecânicas, que possuem um movimento mais rígido e dependente de um volante, a prensa hidráulica permite ajustes dinâmicos ao longo de todo o curso, o que possibilita estratégias mais sofisticadas de conformação, como a redução da velocidade em pontos críticos para evitar a ruptura do material ou o aumento gradual da pressão para melhorar o acabamento superficial. Esse nível de controle torna o equipamento particularmente adequado para peças com geometrias complexas ou com altos requisitos de qualidade.
Outro fator relevante é o fenômeno do encruamento, que ocorre à medida que o material é deformado plasticamente durante o processo. Esse endurecimento progressivo do material pode influenciar diretamente a força necessária para continuar a estampagem e também a distribuição de tensões na peça. Em operações mais exigentes, pode ser necessário realizar etapas intermediárias de recozimento para restaurar a ductilidade do material antes de continuar o processo de conformação. Esse tipo de abordagem é comum na produção de peças com grandes profundidades ou com múltiplas etapas de estampagem, onde o controle metalúrgico é tão importante quanto o controle mecânico.
A interação entre o punção, a matriz e o prensa-chapas também determina a qualidade final da peça. Parâmetros como o raio de entrada da matriz, o acabamento superficial das ferramentas e a folga entre os componentes influenciam diretamente o fluxo do material e a ocorrência de defeitos. Um raio de matriz inadequado pode causar concentrações de tensão que levam à fissuração, enquanto uma folga excessiva pode resultar em perda de controle dimensional. Por isso, o desenvolvimento de ferramentas para estampagem profunda exige uma abordagem altamente técnica, frequentemente envolvendo testes experimentais e validação por simulação numérica.
O uso de lubrificantes industriais específicos é outro elemento crítico para o sucesso do processo. Esses lubrificantes não apenas reduzem o atrito, mas também ajudam a dissipar calor e proteger as superfícies das ferramentas contra desgaste prematuro. A escolha do tipo de lubrificante depende de diversos fatores, incluindo o material da chapa, a complexidade da peça e as condições de operação da prensa. Em aplicações mais avançadas, são utilizados lubrificantes com aditivos especiais que melhoram significativamente a capacidade de deformação do material, permitindo atingir relações de estampagem mais elevadas sem falhas.
Em termos de produtividade, a prensa hidráulica de estampagem profunda pode ser integrada a linhas automatizadas que incluem sistemas de alimentação de chapas, robôs para manipulação de peças e estações de inspeção de qualidade. Essa integração reduz a intervenção manual, aumenta a repetibilidade do processo e melhora a segurança operacional. Sistemas de visão artificial podem ser utilizados para detectar defeitos superficiais ou variações dimensionais em tempo real, permitindo ajustes imediatos no processo e reduzindo o índice de rejeição.
A questão energética também merece atenção, uma vez que as prensas hidráulicas tradicionalmente apresentam consumo de energia mais elevado em comparação com prensas mecânicas, especialmente quando operam em ciclos contínuos. No entanto, avanços recentes em tecnologia hidráulica, como o uso de bombas de deslocamento variável e sistemas servo-hidráulicos, têm contribuído para uma redução significativa no consumo energético. Esses sistemas ajustam automaticamente a demanda de energia de acordo com a carga real do processo, evitando desperdícios e melhorando a eficiência global da máquina.
Outro ponto importante é a adaptabilidade da prensa hidráulica para diferentes tipos de ferramentas e processos. Com ajustes relativamente simples, o mesmo equipamento pode ser utilizado para uma ampla variedade de operações, incluindo repuxo profundo, embutimento, calibração e até mesmo processos híbridos que combinam conformação mecânica com aplicação de pressão hidráulica. Essa flexibilidade torna a prensa hidráulica um investimento estratégico para fabricantes que precisam lidar com uma grande diversidade de produtos e volumes de produção variáveis.
No contexto industrial moderno, a rastreabilidade e o controle de qualidade têm se tornado cada vez mais importantes, e as prensas hidráulicas de última geração são frequentemente equipadas com sistemas de coleta de dados que registram parâmetros críticos de cada ciclo de produção. Esses dados podem ser analisados posteriormente para identificar tendências, otimizar processos e garantir conformidade com normas de qualidade. Em setores como o automotivo e o aeroespacial, onde os requisitos são extremamente rigorosos, essa capacidade de monitoramento é fundamental.
Por fim, a evolução contínua dos materiais também influencia diretamente o desenvolvimento das prensas hidráulicas de estampagem profunda. O uso crescente de aços de alta resistência, ligas leves e materiais compósitos exige equipamentos cada vez mais robustos e precisos, capazes de lidar com maiores forças e tolerâncias mais apertadas. Isso impulsiona a inovação tanto no design estrutural das prensas quanto nos sistemas de controle e nos materiais utilizados nas ferramentas. Dessa forma, a prensa hidráulica de estampagem profunda permanece como uma tecnologia central na indústria de manufatura, evoluindo constantemente para atender às demandas de desempenho, qualidade e sustentabilidade.
Adicionalmente, a relação entre o diâmetro do blank inicial e o diâmetro final da peça, conhecida como razão de estampagem ou draw ratio, é um parâmetro crítico que define os limites operacionais do processo. Quando essa relação ultrapassa determinados valores, aumenta significativamente o risco de falhas como ruptura no fundo da peça ou formação de orelhas na borda, fenômeno associado à anisotropia do material laminado. Para mitigar esses efeitos, é comum empregar estratégias como múltiplos estágios de estampagem, uso de blanks com geometria otimizada ou até mesmo a aplicação de técnicas como “ironing”, onde ocorre um leve afinamento controlado das paredes para melhorar a uniformidade dimensional e o acabamento superficial.
Outro aspecto técnico relevante é o controle do retorno elástico, também conhecido como springback, que ocorre após a remoção das cargas aplicadas. Embora mais pronunciado em operações de dobramento, esse fenômeno também pode afetar peças estampadas profundamente, especialmente quando se utilizam materiais de alta resistência. A compensação do retorno elástico exige ajustes finos na geometria das ferramentas e nos parâmetros do processo, muitas vezes com base em simulações avançadas e validações práticas. A precisão dimensional final da peça depende diretamente da capacidade de prever e controlar esse comportamento.
A rigidez estrutural da prensa hidráulica também desempenha um papel fundamental na qualidade do processo. Estruturas com baixa rigidez podem sofrer deformações sob carga, resultando em desalinhamentos entre punção e matriz, o que compromete a distribuição de esforços e pode causar defeitos na peça. Por isso, prensas destinadas à estampagem profunda são projetadas com estruturas robustas, frequentemente do tipo colunas ou monobloco, capazes de suportar cargas elevadas com mínima deflexão. O paralelismo entre as placas é constantemente monitorado e ajustado para garantir a uniformidade da operação.
A dinâmica do fluido hidráulico dentro do sistema também influencia diretamente o desempenho da máquina. Fatores como viscosidade do óleo, temperatura de operação e resposta das válvulas afetam a precisão do controle de movimento e pressão. Sistemas mais avançados utilizam sensores de alta resolução e algoritmos de controle em malha fechada para ajustar continuamente as variáveis do processo em tempo real. Isso permite uma resposta rápida a qualquer variação nas condições de operação, mantendo a estabilidade e a repetibilidade do ciclo produtivo.
No que diz respeito às ferramentas, o uso de materiais de alta resistência ao desgaste, como aços ferramenta tratados termicamente e revestimentos especiais, é essencial para garantir uma longa vida útil em condições severas de operação. Revestimentos como nitretação, PVD ou CVD são frequentemente aplicados para reduzir o atrito e aumentar a resistência à abrasão. A manutenção e o polimento periódico das superfícies de contato também são práticas indispensáveis para preservar a qualidade das peças produzidas e evitar defeitos superficiais.
A integração de sistemas de troca rápida de ferramentas é outra evolução importante, especialmente em ambientes de produção com alta variabilidade. Esses sistemas permitem reduzir significativamente o tempo de setup, aumentando a flexibilidade da linha de produção e permitindo lotes menores com maior eficiência. Em conjunto com sistemas automatizados de posicionamento e fixação, essa tecnologia contribui para a redução de erros humanos e melhoria da produtividade.
Do ponto de vista ambiental, há uma crescente preocupação com a sustentabilidade dos processos industriais, e as prensas hidráulicas de estampagem profunda não são exceção. O desenvolvimento de fluidos hidráulicos biodegradáveis, sistemas de filtragem mais eficientes e tecnologias de redução de consumo energético são tendências claras nesse setor. Além disso, a otimização do processo de estampagem pode reduzir o desperdício de material, contribuindo para uma produção mais sustentável e economicamente viável.
A digitalização e a conectividade também estão transformando a forma como essas máquinas são operadas e mantidas. A implementação de sistemas de monitoramento remoto permite que engenheiros acompanhem o desempenho da prensa em tempo real, identifiquem desvios e tomem decisões baseadas em dados. A manutenção preditiva, baseada em análise de vibração, temperatura e অন্যান্য parâmetros operacionais, reduz o tempo de parada não planejada e aumenta a disponibilidade do equipamento.
Por fim, a capacitação técnica dos operadores e engenheiros envolvidos no processo continua sendo um fator determinante para o sucesso da estampagem profunda. Apesar de todo o avanço tecnológico, a interpretação correta dos dados, o ajuste fino dos parâmetros e a tomada de decisão em situações críticas ainda dependem fortemente da experiência humana. A combinação entre conhecimento técnico, tecnologia avançada e boas práticas de engenharia é o que garante a excelência na operação de prensas hidráulicas de estampagem profunda em ambientes industriais cada vez mais exigentes.
Em aplicações mais avançadas, a estampagem profunda em prensas hidráulicas pode ser combinada com processos auxiliares que ampliam significativamente as possibilidades de conformação, como a estampagem assistida por fluido (hydroforming) ou a utilização de pressão contrária controlada, conhecida como counter-pressure deep drawing. Nessas configurações, a aplicação de pressão hidráulica adicional na face oposta da chapa melhora o suporte do material durante a deformação, reduzindo a tendência à ruptura e permitindo alcançar maiores profundidades com melhor distribuição de espessura. Esse tipo de abordagem é particularmente útil na fabricação de componentes com geometrias complexas ou requisitos estruturais rigorosos.
A análise por elementos finitos continua sendo uma ferramenta indispensável no desenvolvimento e otimização desses processos, permitindo prever com alta precisão o comportamento do material sob diferentes condições de carga e geometria. Modelos computacionais avançados consideram fatores como anisotropia do material, encruamento, condições de contato e atrito, possibilitando ajustes antes mesmo da fabricação das ferramentas. Isso reduz significativamente o tempo de desenvolvimento, os custos associados a protótipos físicos e o risco de falhas durante a produção em série.
Outro ponto relevante é a influência da temperatura no processo de estampagem profunda. Embora tradicionalmente realizado a frio, há casos em que o aquecimento controlado do material, conhecido como estampagem a quente ou morna, pode melhorar significativamente a conformabilidade, especialmente em ligas de alta resistência ou baixa ductilidade. O aquecimento reduz o limite de escoamento do material, facilitando sua deformação e permitindo atingir formas mais complexas sem falhas. No entanto, essa abordagem exige controle rigoroso de temperatura e adaptações no sistema da prensa, incluindo isolamento térmico e materiais de ferramenta adequados para suportar condições mais severas.
A sincronização entre os diferentes eixos de movimento da prensa também é um fator crítico, especialmente em máquinas mais complexas que utilizam múltiplos cilindros hidráulicos independentes. O controle preciso da sequência de movimentos entre punção, prensa-chapas e sistemas auxiliares permite otimizar o fluxo do material e evitar defeitos. Em sistemas modernos, essa sincronização é realizada por meio de controladores digitais de alta performance, que garantem tempos de resposta rápidos e alta precisão de posicionamento.
Além disso, a rastreabilidade dos lotes de material utilizados na estampagem profunda tem se tornado cada vez mais importante, principalmente em indústrias com altos requisitos de qualidade e conformidade normativa. A variação nas propriedades mecânicas entre diferentes lotes de chapa pode impactar diretamente o desempenho do processo, exigindo ajustes nos parâmetros operacionais. Sistemas integrados de gestão permitem associar dados de produção a cada lote de material, facilitando a identificação de causas em caso de não conformidades e contribuindo para a melhoria contínua.
A ergonomia e o design da interface homem-máquina também evoluíram significativamente, com painéis de controle intuitivos, telas sensíveis ao toque e sistemas de diagnóstico que facilitam a operação e reduzem a probabilidade de erros. A visualização gráfica de parâmetros em tempo real, como curvas de força versus deslocamento, permite aos operadores acompanhar o comportamento do processo e identificar rapidamente qualquer desvio. Essa transparência operacional é essencial para manter padrões elevados de qualidade e eficiência.
Em termos de competitividade industrial, a capacidade de produzir peças complexas com alta precisão e repetibilidade coloca a prensa hidráulica de estampagem profunda como um ativo estratégico para fabricantes que atuam em mercados exigentes. A redução de etapas de fabricação, a minimização de desperdícios e a possibilidade de integração com sistemas automatizados contribuem para uma produção mais enxuta e eficiente. Ao mesmo tempo, a flexibilidade do equipamento permite responder rapidamente a mudanças na demanda ou no design dos produtos.
A evolução contínua dos sistemas de controle também abre espaço para a aplicação de inteligência artificial e aprendizado de máquina na otimização do processo. Algoritmos podem ser treinados para identificar padrões em grandes volumes de dados operacionais, sugerindo ajustes automáticos nos parâmetros da prensa para melhorar a qualidade ou reduzir o consumo de energia. Essa abordagem representa um avanço significativo em direção a sistemas de manufatura autônomos e adaptativos.
Por fim, a confiabilidade e a robustez das prensas hidráulicas de estampagem profunda dependem não apenas de seu projeto e tecnologia embarcada, mas também de uma abordagem sistemática de gestão de ativos, que inclui manutenção preventiva, análise de desempenho e atualização contínua dos sistemas. Em um cenário industrial cada vez mais orientado por dados e eficiência, essas máquinas continuam a desempenhar um papel central, combinando tradição em engenharia mecânica com inovação tecnológica para atender às demandas crescentes da manufatura moderna.
Princípios de Funcionamento e Fundamentos da Estampagem Profunda
A estampagem profunda em prensas hidráulicas baseia-se na deformação plástica controlada de chapas metálicas planas, transformando-as em geometrias tridimensionais com elevada relação entre profundidade e diâmetro, sem que ocorra ruptura do material. O princípio fundamental que rege esse processo é a aplicação de força contínua e uniformemente distribuída através de um fluido hidráulico, conforme estabelecido pela lei de Pascal, permitindo que o punção exerça pressão progressiva sobre o blank enquanto o material é forçado a fluir para dentro da cavidade da matriz. Diferentemente de outros processos de conformação, a estampagem profunda exige um equilíbrio preciso entre forças de tração e compressão, garantindo que o material se deforme de maneira homogênea ao longo de toda a peça.
Durante o ciclo de operação, o blank é inicialmente posicionado sobre a matriz e fixado por um sistema de prensa-chapas, cuja função é controlar o escoamento do material e evitar a formação de rugas nas regiões periféricas. À medida que o punção avança, o material é submetido a um estado complexo de tensões, onde predominam esforços de tração radial e compressão circunferencial. Esse comportamento é característico do processo de embutimento profundo e exige que o material possua elevada ductilidade e boa capacidade de alongamento uniforme. A ausência desse equilíbrio pode resultar em falhas como estricção localizada, fissuração ou instabilidade superficial.
Um dos conceitos mais importantes dentro dos fundamentos da estampagem profunda é a relação de estampagem, que define o limite entre o diâmetro inicial do blank e o diâmetro final da peça conformada. Esse parâmetro determina a viabilidade do processo em uma única etapa ou a necessidade de operações sequenciais. Quando a deformação exigida ultrapassa a capacidade do material, torna-se necessário dividir o processo em múltiplos estágios, muitas vezes com tratamentos térmicos intermediários para restaurar a ductilidade. Esse controle progressivo da deformação é essencial para garantir a integridade estrutural da peça final.
Outro fundamento crítico é o controle do atrito entre a chapa e as superfícies das ferramentas, que influencia diretamente o fluxo do material. O atrito excessivo pode dificultar o escoamento e provocar rupturas, enquanto níveis muito baixos podem resultar em perda de controle e formação de rugas. Por isso, a utilização de lubrificantes adequados é parte integrante do processo, contribuindo para a estabilidade da deformação e a qualidade superficial da peça. Além disso, o acabamento das ferramentas e a precisão geométrica do conjunto punção-matriz desempenham papel determinante na distribuição das tensões.
A velocidade de deformação também é um fator relevante nos fundamentos do processo, especialmente em prensas hidráulicas, onde é possível ajustar o perfil de velocidade ao longo do curso. Velocidades mais baixas em regiões críticas permitem maior controle do fluxo do material, reduzindo o risco de falhas, enquanto velocidades mais elevadas podem ser utilizadas em fases menos sensíveis para aumentar a produtividade. Essa flexibilidade operacional é uma das principais vantagens das prensas hidráulicas em aplicações de estampagem profunda.
Além dos aspectos mecânicos, os fundamentos da estampagem profunda também envolvem considerações metalúrgicas, como anisotropia do material, encruamento e comportamento sob diferentes estados de tensão. A orientação dos grãos na chapa laminada pode influenciar a distribuição da deformação, levando a fenômenos como a formação de “orelhas” na borda da peça. O encruamento, por sua vez, aumenta a resistência do material à medida que ele é deformado, exigindo maior força para continuar o processo e influenciando a distribuição de espessura ao longo da peça.
A interação entre todos esses fatores — força aplicada, controle do prensa-chapas, propriedades do material, geometria das ferramentas e condições de atrito — define o sucesso da estampagem profunda. Trata-se de um processo altamente sensível, onde pequenas variações podem resultar em defeitos significativos. Por isso, a compreensão detalhada dos seus princípios de funcionamento é essencial para o desenvolvimento de processos robustos, capazes de produzir peças com alta qualidade, precisão dimensional e repetibilidade em ambientes industriais exigentes.
A compreensão aprofundada desses fundamentos também envolve a análise do chamado estado limite de conformação, frequentemente representado por diagramas de limite de conformação, que indicam as combinações críticas de deformações principais que o material pode suportar antes de ocorrer falha. Esses diagramas são ferramentas essenciais no projeto do processo, pois permitem prever regiões suscetíveis à ruptura ou à instabilidade, orientando ajustes na geometria da peça, no blank inicial ou nas condições de processo. Em estampagem profunda, a operação geralmente ocorre em uma zona segura do diagrama, mas variações locais podem levar o material a ultrapassar esses limites, especialmente em áreas de transição ou raios apertados.
Outro conceito fundamental é a distribuição de espessura ao longo da peça estampada. Idealmente, busca-se uma variação mínima, mas na prática ocorre afinamento nas regiões submetidas a maior tração, como o fundo e as paredes laterais, enquanto áreas sob compressão podem apresentar leve espessamento. O controle dessa distribuição é crucial para garantir a resistência mecânica e a funcionalidade da peça final. Estratégias como otimização do raio da matriz, ajuste da força do prensa-chapas e controle do atrito são utilizadas para minimizar essas variações e manter a integridade estrutural.
A estabilidade do flange durante o processo também é um aspecto central. A região do flange, localizada na periferia do blank, está sujeita predominantemente a tensões de compressão circunferencial, o que favorece a formação de rugas se não houver contenção adequada. O prensa-chapas atua exatamente para equilibrar essas forças, aplicando pressão suficiente para impedir a instabilidade sem restringir excessivamente o fluxo do material. Esse equilíbrio é delicado e muitas vezes exige ajustes finos baseados em փորձ prática e análise técnica.
A geometria do punção e da matriz influencia diretamente o caminho de deformação do material. Raios maiores facilitam o escoamento e reduzem concentrações de tensão, enquanto raios menores podem ser necessários para atender requisitos geométricos da peça, mas aumentam o risco de falha. A escolha desses parâmetros envolve um compromisso entre viabilidade de fabricação e especificações do produto. Além disso, a folga entre punção e matriz deve ser cuidadosamente definida para acomodar a espessura do material e permitir o fluxo adequado sem causar interferência ou perda de precisão.
Outro fundamento importante é o comportamento viscoplástico do material sob diferentes taxas de deformação. Embora muitos metais apresentem comportamento relativamente estável em condições padrão, variações na velocidade de deformação podem alterar a resistência ao escoamento e a forma como o material distribui as tensões. Em prensas hidráulicas, essa variável pode ser explorada de forma estratégica, ajustando a velocidade do punção para otimizar o desempenho do material em diferentes fases do processo.
A repetibilidade do processo também está diretamente ligada à estabilidade dos parâmetros fundamentais. Pequenas variações na espessura da chapa, nas propriedades mecânicas do material ou nas condições de lubrificação podem resultar em diferenças significativas no comportamento durante a estampagem. Por isso, o controle rigoroso das condições iniciais e a padronização dos insumos são essenciais para garantir consistência na produção. Em ambientes industriais avançados, isso é complementado por sistemas de monitoramento em tempo real que permitem ajustes imediatos.
Além disso, a interação térmica, embora menos evidente em processos a frio, pode ter impacto acumulativo, especialmente em ciclos contínuos de produção. O aquecimento das ferramentas e do fluido hidráulico pode alterar as condições de atrito e a resposta do sistema, exigindo mecanismos de controle térmico para manter a estabilidade operacional. Esse fator se torna ainda mais relevante em operações de alta cadência ou com materiais de maior resistência.
Por fim, os fundamentos da estampagem profunda em prensas hidráulicas devem ser compreendidos como um sistema integrado, onde mecânica, metalurgia e controle de processo atuam de forma interdependente. O domínio desses princípios permite não apenas evitar falhas, mas também explorar ao máximo o potencial do processo, alcançando geometrias mais complexas, melhor qualidade superficial e maior eficiência produtiva. É essa base técnica sólida que sustenta o avanço contínuo da estampagem profunda como uma das principais tecnologias de conformação de metais na indústria moderna.
Outro aspecto fundamental a considerar é o papel da distribuição de deformações ao longo do percurso do material desde o flange até o fundo da peça. Esse fluxo não ocorre de maneira uniforme, sendo influenciado por gradientes de tensão que variam conforme a geometria e as condições de contato. A capacidade de direcionar esse fluxo de forma controlada é um dos pilares da estampagem profunda eficiente, e pode ser aprimorada por meio de recursos como beads de retenção (draw beads), que introduzem resistência localizada ao movimento do material, permitindo um ajuste mais refinado do escoamento e reduzindo a probabilidade de defeitos.
A interação tribológica entre as superfícies em contato também merece uma abordagem mais aprofundada, pois envolve não apenas o coeficiente de atrito, mas também fenômenos como adesão, abrasão e formação de filmes lubrificantes sob pressão. Em condições de alta carga, típicas da estampagem profunda, o comportamento do lubrificante pode mudar significativamente, exigindo formulações específicas capazes de manter desempenho consistente mesmo sob pressões elevadas. A falha na gestão dessas condições pode resultar em desgaste acelerado das ferramentas, variações no processo e perda de qualidade superficial.
A sensibilidade do processo a imperfeições iniciais no material é outro ponto crítico dentro dos fundamentos. Pequenas variações de espessura, inclusões, defeitos de laminação ou até mesmo tensões residuais podem atuar como pontos de concentração de tensão durante a deformação, desencadeando falhas prematuras. Por essa razão, a qualidade do material de entrada deve ser rigorosamente controlada, e em aplicações críticas, ensaios mecânicos e inspeções não destrutivas são frequentemente empregados para garantir a conformidade.
O conceito de caminho de deformação também é central na análise da estampagem profunda. Ele descreve a trajetória que o estado de deformação de um ponto do material percorre ao longo do processo, e sua compreensão permite prever com maior precisão o comportamento do material em diferentes regiões da peça. Alterações no caminho de deformação, causadas por mudanças nos parâmetros do processo ou na geometria das ferramentas, podem deslocar o material para zonas mais seguras ou mais críticas em termos de falha, sendo um recurso importante na otimização do processo.
A influência da anisotropia planar do material, geralmente expressa pelo coeficiente r (ou coeficiente de Lankford), também é determinante na estampagem profunda. Materiais com valores elevados desse coeficiente tendem a apresentar melhor resistência ao afinamento, favorecendo a distribuição uniforme da espessura e aumentando a capacidade de estampagem. No entanto, essa mesma anisotropia pode contribuir para a formação de orelhas, exigindo compensações no formato do blank ou operações posteriores de recorte para atingir a geometria final desejada.
Outro fundamento relevante é a relação entre força e deslocamento ao longo do curso do punção, frequentemente representada por curvas características do processo. Essas curvas fornecem informações valiosas sobre o comportamento do material e a eficiência da operação, permitindo identificar pontos de maior exigência de força, possíveis instabilidades ou desvios em relação ao padrão esperado. Em sistemas modernos, essas curvas são monitoradas em tempo real e utilizadas como base para controle adaptativo do processo.
A influência da elasticidade das ferramentas e da estrutura da máquina também não pode ser negligenciada. Mesmo pequenas deformações elásticas sob carga podem alterar as condições de contato e a distribuição de tensões, afetando o resultado final. Por isso, o projeto da prensa e das ferramentas deve considerar não apenas a resistência, mas também a rigidez e a estabilidade dimensional ao longo do ciclo de operação.
A interação entre todos esses fatores evidencia que a estampagem profunda não é apenas um processo de aplicação de força, mas sim um sistema altamente complexo que exige controle preciso e compreensão multidisciplinar. A capacidade de integrar conhecimentos de mecânica dos sólidos, tribologia, metalurgia e controle de processos é o que permite alcançar níveis elevados de desempenho e confiabilidade, tornando a prensa hidráulica de estampagem profunda uma solução indispensável para a produção de componentes metálicos de alta complexidade e exigência técnica.
A evolução do entendimento desses fundamentos também levou ao desenvolvimento de critérios mais avançados para avaliação da conformabilidade, como os modelos baseados em dano acumulado, que consideram não apenas o estado instantâneo de deformação, mas também o histórico completo de carregamento do material. Esses modelos permitem prever com maior precisão o ponto de início da falha, especialmente em processos complexos onde o material é submetido a múltiplas mudanças de direção de tensão. Isso é particularmente relevante em estampagem profunda com geometrias assimétricas ou com transições abruptas, onde os modelos tradicionais podem não capturar totalmente o comportamento real do material.
Outro ponto importante é a influência da taxa de deformação na resposta mecânica do material, especialmente em ligas mais avançadas. Em determinadas condições, o material pode apresentar sensibilidade à velocidade de deformação, alterando seu limite de escoamento e sua capacidade de alongamento. Em prensas hidráulicas, essa variável pode ser explorada com grande precisão, ajustando-se o perfil de velocidade do punção para adaptar o comportamento do material em diferentes fases do processo, melhorando tanto a qualidade quanto a segurança da operação.
A homogeneidade do campo de tensões ao longo da peça também é um objetivo central na estampagem profunda. Regiões com gradientes elevados de tensão são mais propensas a falhas, enquanto uma distribuição mais uniforme contribui para maior estabilidade do processo. Técnicas como modificação do contorno do blank, uso de ferramentas segmentadas ou aplicação de forças localizadas permitem ajustar essa distribuição, direcionando o fluxo do material de maneira mais eficiente e reduzindo concentrações críticas.
Além disso, o controle do contato inicial entre o punção e o blank tem impacto direto na forma como o processo se desenvolve. Um contato mal distribuído pode gerar desalinhamentos iniciais que se amplificam ao longo da deformação, comprometendo a simetria e a qualidade da peça. Por isso, a precisão no posicionamento e a qualidade das superfícies de contato são fatores fundamentais desde o início do ciclo.
A interação entre deformação plástica e recuperação elástica também influencia o comportamento global do processo. Embora a maior parte da deformação na estampagem profunda seja plástica, a componente elástica determina como o material responde à remoção das cargas, afetando a geometria final e a estabilidade dimensional. A compreensão dessa interação é essencial para compensações no projeto das ferramentas e para garantir que a peça final atenda às tolerâncias especificadas.
Outro fundamento que ganha relevância em aplicações industriais é a repetibilidade estatística do processo. Mesmo quando todos os parâmetros parecem controlados, variações naturais no material e no ambiente podem introduzir dispersões nos resultados. A análise estatística do processo, incluindo o uso de indicadores como Cp e Cpk, permite avaliar a capacidade do processo de produzir dentro das especificações de forma consistente. Isso é particularmente importante em produção em larga escala, onde pequenas variações podem resultar em grandes volumes de peças fora de especificação.
A robustez do processo também depende da sua capacidade de absorver variações sem comprometer a qualidade final. Isso implica em projetar não apenas para condições ideais, mas também para cenários de variação, garantindo que o processo permaneça estável mesmo diante de pequenas mudanças nos insumos ou nas condições operacionais. Essa abordagem, muitas vezes associada a metodologias como engenharia robusta, é fundamental para operações industriais confiáveis.
A integração entre projeto de produto e processo de fabricação é outro elemento essencial dentro dos fundamentos da estampagem profunda. Peças projetadas sem considerar as limitações do processo podem exigir soluções complexas ou inviáveis do ponto de vista produtivo. Por isso, a colaboração entre engenheiros de produto e de processo desde as fases iniciais de desenvolvimento é crucial para garantir que a geometria da peça seja compatível com as capacidades da estampagem profunda, reduzindo custos e riscos.
Por fim, a compreensão dos fundamentos da estampagem profunda em prensas hidráulicas deve ser vista como um conhecimento dinâmico, que evolui continuamente com o avanço dos materiais, das tecnologias de simulação e dos sistemas de controle. Esse conjunto de princípios não apenas sustenta a operação atual, mas também orienta a inovação e o desenvolvimento de novas soluções, permitindo que o processo continue a atender às crescentes exigências da indústria moderna em termos de desempenho, qualidade e eficiência.
Outro elemento fundamental que aprofunda ainda mais a compreensão do processo é a análise da estabilidade incremental da deformação, especialmente em regiões onde o material está próximo do seu limite de conformação. Pequenas perturbações locais, como variações de espessura ou microdefeitos, podem evoluir rapidamente para instabilidades macroscópicas, como a formação de estricção localizada. A capacidade de prever e mitigar essas instabilidades está diretamente ligada ao controle preciso das condições de contorno e à uniformidade das propriedades do material ao longo do blank.
A interação entre diferentes modos de deformação também desempenha um papel crítico. Embora a estampagem profunda seja predominantemente um processo de tração com compressão circunferencial, há regiões onde ocorrem combinações complexas com cisalhamento e flexão, especialmente em transições geométricas. Essas zonas são particularmente sensíveis e exigem atenção especial no projeto das ferramentas e na definição dos parâmetros de processo, pois concentram tensões e são potenciais pontos de falha.
O conceito de redundância de deformação também pode ser considerado, referindo-se à energia adicional dissipada no material além daquela necessária para a mudança de forma ideal. Essa redundância está associada a atrito, deformações não uniformes e trajetórias de fluxo ineficientes, impactando diretamente o consumo de energia e o desgaste das ferramentas. A otimização do processo busca minimizar essas perdas, tornando a operação mais eficiente tanto do ponto de vista energético quanto mecânico.
A evolução dos critérios de falha também incorpora abordagens baseadas em mecânica da fratura, especialmente para materiais de alta resistência ou aplicações críticas. Nesses casos, não apenas a deformação plástica é relevante, mas também a nucleação e propagação de microtrincas sob estados complexos de tensão. A integração desses conceitos permite uma análise mais completa do comportamento do material, aumentando a confiabilidade das previsões e reduzindo o risco de falhas inesperadas em serviço.
Outro fator importante é a interação entre escala microestrutural e comportamento macroscópico. A orientação dos grãos, o tamanho de grão e a presença de fases secundárias influenciam diretamente a resposta do material à deformação. Em estampagem profunda, essas características podem afetar a uniformidade do fluxo, a resistência ao afinamento e a tendência à formação de defeitos. O controle metalúrgico, portanto, não se limita à composição química, mas envolve também o processamento anterior do material, como laminação e tratamentos térmicos.
A resposta do sistema hidráulico às variações de carga durante o processo também influencia os fundamentos operacionais. Em momentos de aumento súbito de resistência do material, o sistema deve ser capaz de ajustar rapidamente a pressão e a velocidade para manter a estabilidade. Sistemas com resposta lenta podem introduzir oscilações ou desvios no movimento do punção, afetando a qualidade da peça. Por isso, a dinâmica do sistema de controle hidráulico é parte integrante dos fundamentos do processo.
A repetibilidade ao longo do tempo também depende da estabilidade térmica e mecânica do conjunto máquina-ferramenta. Expansões térmicas, desgaste progressivo e pequenas variações no alinhamento podem se acumular, alterando gradualmente as condições do processo. A implementação de rotinas de calibração e monitoramento contínuo é essencial para manter os parâmetros dentro das especificações e garantir consistência na produção.
A interação entre o processo de estampagem profunda e operações subsequentes também deve ser considerada desde os fundamentos. A forma como o material é deformado inicialmente pode influenciar diretamente o desempenho em etapas posteriores, como soldagem, pintura ou montagem. Tensões residuais, variações de espessura e acabamento superficial são fatores que podem impactar essas operações, exigindo uma visão integrada de todo o ciclo de fabricação.
Por fim, a compreensão aprofundada dos fundamentos da estampagem profunda em prensas hidráulicas permite não apenas operar o processo de forma eficiente, mas também inovar em soluções de engenharia, explorando novos materiais, geometrias e métodos de controle. Essa base sólida é o que possibilita a evolução contínua do processo, mantendo sua relevância em um cenário industrial cada vez mais exigente e orientado por desempenho, qualidade e sustentabilidade.
Componentes, Estrutura e Sistemas Hidráulicos da Prensa

A prensa hidráulica de estampagem profunda é composta por um conjunto integrado de componentes estruturais e sistemas hidráulicos que trabalham em sinergia para garantir a aplicação controlada de força e o movimento preciso necessário ao processo de conformação. A estrutura principal da máquina, também chamada de chassi ou frame, é responsável por suportar todas as cargas geradas durante a operação. Geralmente fabricada em aço de alta resistência, essa estrutura pode ser do tipo monobloco, em C (garganta aberta) ou em H (coluna), sendo esta última mais comum em aplicações de estampagem profunda devido à sua elevada rigidez e capacidade de suportar forças elevadas com mínima deformação. A rigidez estrutural é um fator crítico, pois qualquer flexão ou desalinhamento pode comprometer a precisão do processo e a qualidade da peça produzida.
No interior dessa estrutura está o conjunto de guias e sistemas de alinhamento, que garantem o movimento retilíneo e estável do punção. Essas guias são projetadas para minimizar folgas e vibrações, assegurando que o punção e a matriz permaneçam perfeitamente alinhados durante todo o ciclo. O sistema de guiamento pode incluir colunas retificadas, buchas de alta precisão e sistemas de lubrificação contínua, que reduzem o desgaste e mantêm a precisão ao longo do tempo. Em prensas mais avançadas, sensores de posição e sistemas de feedback são integrados para monitorar o alinhamento em tempo real.
O cilindro hidráulico é o coração da prensa hidráulica, sendo responsável pela geração da força necessária para o processo de estampagem. Ele é composto por um pistão que se desloca dentro de um cilindro pressurizado, impulsionado pelo fluido hidráulico. A área do pistão, combinada com a pressão do sistema, determina a força aplicada, conforme a relação básica F = P × A, onde F é a força, P é a pressão e A é a área do pistão. Em aplicações de estampagem profunda, esses cilindros são dimensionados para gerar forças que podem variar de dezenas a milhares de toneladas, dependendo da aplicação.
O sistema hidráulico propriamente dito é composto por uma série de elementos interligados, incluindo bombas hidráulicas, válvulas, reservatórios, filtros e trocadores de calor. A bomba hidráulica é responsável por converter energia mecânica em energia hidráulica, pressurizando o fluido e enviando-o para o sistema. Existem diferentes tipos de bombas utilizadas, como bombas de engrenagem, palhetas e pistões, sendo estas últimas mais comuns em aplicações de alta pressão devido à sua eficiência e capacidade de controle.
As válvulas desempenham um papel fundamental no controle do fluxo e da pressão do fluido hidráulico. Válvulas direcionais controlam o sentido do movimento do cilindro, válvulas de pressão regulam a força aplicada, e válvulas de fluxo controlam a velocidade de deslocamento do punção. Em sistemas modernos, são utilizadas válvulas proporcionais e servoválvulas, que permitem um controle extremamente preciso e contínuo, ajustando dinamicamente os parâmetros do processo com base em comandos eletrônicos.
O reservatório de óleo tem a função de armazenar o fluido hidráulico, permitindo a dissipação de calor e a separação de partículas contaminantes. O sistema de filtragem é essencial para manter a qualidade do fluido, evitando que impurezas causem desgaste prematuro nos componentes ou falhas no sistema. Filtros de alta eficiência são instalados em diferentes pontos do circuito, garantindo que o fluido mantenha suas propriedades ideais ao longo do tempo.
Os trocadores de calor, por sua vez, são responsáveis por manter a temperatura do fluido dentro de limites adequados. O aumento excessivo de temperatura pode alterar a viscosidade do óleo, afetando o desempenho do sistema e reduzindo a eficiência da máquina. Sistemas de refrigeração, como trocadores de calor a ar ou a água, são frequentemente utilizados para garantir a estabilidade térmica durante operações contínuas ou de alta carga.
A almofada hidráulica, também conhecida como prensa-chapas hidráulica, é outro componente essencial, especialmente em processos de estampagem profunda. Ela aplica uma força controlada sobre o blank, impedindo a formação de rugas e permitindo o fluxo adequado do material para dentro da matriz. Esse sistema pode ser ajustado independentemente do cilindro principal, permitindo um controle mais refinado das condições de conformação.
O sistema de controle eletrônico integra todos esses componentes, coordenando suas funções por meio de controladores programáveis (PLC) e interfaces homem-máquina (HMI). Esses sistemas permitem a programação de ciclos de operação, ajuste de parâmetros e monitoramento em tempo real de variáveis críticas, como pressão, posição, velocidade e tempo de ciclo. Em prensas modernas, também é comum a integração com sistemas CNC e redes industriais, possibilitando automação avançada e coleta de dados para análise de desempenho.
Por fim, os sistemas de segurança são componentes indispensáveis em qualquer prensa hidráulica. Eles incluem dispositivos como válvulas de segurança, sensores de sobrecarga, botões de parada de emergência e barreiras físicas ou ópticas, como cortinas de luz. Esses sistemas garantem que a operação ocorra dentro de limites seguros, protegendo tanto o equipamento quanto os operadores. A combinação de uma estrutura robusta, um sistema hidráulico preciso e controles avançados faz da prensa hidráulica de estampagem profunda uma máquina altamente eficiente, versátil e essencial na indústria moderna de conformação de metais.
A integração entre os componentes estruturais e o sistema hidráulico é projetada para garantir não apenas a geração de força, mas também a sua aplicação de forma controlada e repetível ao longo de todo o ciclo de estampagem. Em prensas modernas, essa integração é otimizada por meio de sistemas de controle em malha fechada, onde sensores de pressão, posição e força enviam dados continuamente para o controlador, que ajusta em tempo real o comportamento das válvulas e da bomba hidráulica. Isso permite compensar variações de carga, comportamento do material e condições ambientais, mantendo a estabilidade do processo e garantindo alta qualidade na produção.
O sistema de acionamento hidráulico pode operar em diferentes configurações, sendo a mais comum o sistema de bomba constante ou sistema de bomba de deslocamento variável. No primeiro, a bomba fornece um fluxo constante de óleo, enquanto válvulas regulam a pressão e a vazão conforme necessário. Já nos sistemas com bomba de deslocamento variável, a própria bomba ajusta o volume de fluido fornecido de acordo com a demanda, o que resulta em maior eficiência energética e menor geração de calor. Em aplicações mais avançadas, são utilizados sistemas servo-hidráulicos, que combinam motores elétricos de alta precisão com bombas e servoválvulas, proporcionando controle extremamente preciso de velocidade, posição e força.
Os acumuladores hidráulicos também desempenham um papel importante em determinados sistemas, funcionando como reservatórios de energia que armazenam fluido sob pressão. Eles são utilizados para fornecer picos de vazão quando necessário, estabilizar a pressão do sistema e compensar variações rápidas de demanda. Isso é especialmente útil em operações de estampagem profunda com ciclos dinâmicos, onde a necessidade de resposta rápida do sistema é crítica para evitar falhas no processo.
A distribuição do circuito hidráulico é projetada para minimizar perdas de carga e garantir uma resposta rápida e eficiente. Tubulações, conexões e mangueiras são dimensionadas para suportar altas pressões e evitar vazamentos, enquanto o layout do sistema é otimizado para reduzir o comprimento das linhas e, consequentemente, as perdas de energia. Em prensas de grande porte, o sistema pode ser dividido em múltiplos circuitos independentes, cada um responsável por funções específicas, como o movimento principal, o prensa-chapas e os sistemas auxiliares.
Outro elemento relevante é o sistema de lubrificação das partes móveis da estrutura mecânica. Embora o sistema hidráulico utilize o óleo como meio de transmissão de força, os componentes mecânicos, como guias, colunas e articulações, também requerem lubrificação adequada para garantir o movimento suave e reduzir o desgaste. Sistemas automáticos de lubrificação são frequentemente integrados, aplicando lubrificante em intervalos programados para manter a eficiência operacional e prolongar a vida útil dos componentes.
A construção da mesa da prensa, onde são fixadas as ferramentas de matriz, também é um fator crítico. Essa mesa deve apresentar alta planicidade e resistência mecânica, garantindo que a força aplicada seja distribuída de forma uniforme. Em muitos casos, a mesa é equipada com sistemas de fixação modular, permitindo a rápida troca de ferramentas e facilitando a adaptação da máquina a diferentes aplicações. Sistemas de nivelamento e ajuste fino também podem ser incorporados para compensar variações estruturais e manter o alinhamento preciso.
Os sistemas de amortecimento e absorção de vibrações são outro aspecto importante da estrutura da prensa. Durante operações de alta força, vibrações podem ser geradas, afetando a precisão e causando desgaste prematuro. Para mitigar esses efeitos, são utilizados amortecedores, bases reforçadas e isoladores que absorvem e dissipam essas vibrações, garantindo maior estabilidade durante a operação.
A modularidade dos sistemas modernos também permite a customização da prensa de acordo com a aplicação específica. Diferentes combinações de cilindros, sistemas de controle e estruturas podem ser implementadas para atender a requisitos específicos de força, velocidade e precisão. Essa flexibilidade torna as prensas hidráulicas altamente adaptáveis a uma ampla gama de processos industriais.
Em síntese, os componentes, a estrutura e os sistemas hidráulicos de uma prensa de estampagem profunda formam um conjunto altamente integrado, onde cada elemento desempenha uma função específica dentro de um sistema maior. A eficiência global da máquina depende da qualidade de cada componente, da precisão da integração entre eles e da capacidade de controle do sistema como um todo. Essa complexidade é o que permite às prensas hidráulicas atenderem aos elevados padrões exigidos pela indústria moderna, oferecendo desempenho, confiabilidade e flexibilidade em aplicações de conformação de metais cada vez mais desafiadoras.
A evolução contínua dos sistemas estruturais e hidráulicos também levou à incorporação de soluções voltadas para aumento da precisão geométrica e estabilidade dinâmica da prensa. Entre essas soluções, destaca-se o uso de sistemas de compensação de deflexão, como mesas com ajuste hidráulico ou sistemas de “crown” ativo, que aplicam forças controladas para corrigir pequenas deformações da estrutura sob carga. Esses mecanismos são essenciais em prensas de grande porte, onde mesmo pequenas deflexões podem resultar em variações dimensionais significativas na peça estampada.
Além disso, os sistemas de controle de pressão multizona permitem aplicar diferentes níveis de força em áreas distintas do prensa-chapas ou da mesa, proporcionando um controle mais refinado do fluxo do material. Essa abordagem é particularmente útil em peças complexas, onde diferentes regiões do blank exigem condições de conformação específicas para evitar defeitos como rugas ou fissuras. A capacidade de modular a pressão em diferentes zonas representa um avanço significativo em relação aos sistemas tradicionais de aplicação uniforme de força.
A precisão do sistema hidráulico também depende fortemente da qualidade dos componentes internos, como vedantes, selos e guias do cilindro. Esses elementos são responsáveis por evitar vazamentos internos e externos, garantindo que a pressão seja mantida de forma estável ao longo do ciclo. O desgaste desses componentes pode levar a perdas de eficiência, variações de pressão e até falhas no sistema, o que torna sua seleção e manutenção um aspecto crítico no projeto e operação da prensa.
Outro ponto importante é o controle de ruído e impacto durante o funcionamento da máquina. Embora as prensas hidráulicas sejam geralmente mais suaves do que as mecânicas, picos de pressão e movimentos rápidos podem gerar ruídos e vibrações indesejadas. O uso de sistemas hidráulicos bem calibrados, válvulas de controle progressivo e amortecedores ajuda a minimizar esses efeitos, contribuindo para um ambiente de trabalho mais seguro e confortável.
A integração com sistemas digitais também permite a implementação de gêmeos digitais da prensa, onde um modelo virtual da máquina replica em tempo real o comportamento do sistema físico. Isso possibilita simulações, testes de otimização e diagnóstico de falhas de forma antecipada, sem interromper a produção. Essa abordagem é especialmente valiosa em ambientes industriais de alta complexidade, onde o tempo de parada representa custos elevados.
Em termos de confiabilidade, a redundância de sistemas é frequentemente aplicada em prensas de alto desempenho. Isso significa que componentes críticos, como bombas, válvulas e sensores, podem ser duplicados ou configurados em paralelo para garantir que, em caso de falha, o sistema continue operando sem interrupção significativa. Essa estratégia é essencial em linhas de produção contínua, onde a indisponibilidade da máquina pode impactar toda a cadeia produtiva.
A interface entre o sistema hidráulico e o sistema elétrico também merece destaque. A precisão do controle hidráulico depende diretamente da qualidade dos sinais elétricos enviados pelos controladores, o que exige uma integração robusta entre sensores, atuadores e sistemas de automação. Interferências elétricas, atrasos de sinal ou falhas de comunicação podem comprometer o desempenho do sistema, sendo necessário o uso de protocolos industriais confiáveis e blindagem adequada dos cabos e componentes eletrônicos.
Por fim, o desenvolvimento contínuo dos materiais estruturais e dos componentes hidráulicos contribui diretamente para o aumento da capacidade, eficiência e durabilidade das prensas. A utilização de ligas mais resistentes, tratamentos térmicos avançados e tecnologias de fabricação de alta precisão permite que as prensas operem sob condições cada vez mais exigentes, mantendo níveis elevados de desempenho. Essa evolução constante reforça o papel das prensas hidráulicas de estampagem profunda como equipamentos fundamentais na manufatura moderna, capazes de atender às demandas de produtividade, qualidade e inovação da indústria contemporânea.
A análise do comportamento estrutural da prensa sob carga extrema também inclui o estudo da fadiga mecânica dos componentes, especialmente em aplicações de alta cadência. Embora a estrutura principal seja projetada para suportar cargas estáticas elevadas, os ciclos repetitivos de carregamento e descarregamento podem induzir tensões alternadas que, ao longo do tempo, levam à iniciação e propagação de trincas. Por isso, o dimensionamento das estruturas e dos pontos críticos da prensa leva em consideração critérios de fadiga, utilizando fatores de segurança adequados e, em muitos casos, análises por elementos finitos para identificar regiões de maior concentração de tensões.
O sistema de vedação do circuito hidráulico também é um componente essencial para a confiabilidade da prensa. As vedações devem suportar altas pressões, variações térmicas e movimentos dinâmicos contínuos sem apresentar falhas. O desgaste dessas vedações pode causar vazamentos internos, que reduzem a eficiência do sistema, ou vazamentos externos, que podem comprometer a segurança operacional. Por isso, materiais de alta performance, como poliuretano, PTFE e elastômeros especiais, são amplamente utilizados, e a manutenção preventiva é fundamental para garantir o desempenho adequado.
A precisão do posicionamento do punção em relação à matriz é outro aspecto diretamente relacionado à qualidade dos sistemas hidráulicos e estruturais. Sistemas modernos utilizam transdutores lineares de alta precisão, como encoders ou réguas ópticas, para monitorar continuamente a posição do punção ao longo do curso. Esses dados são utilizados pelo sistema de controle para ajustar o movimento em tempo real, garantindo que o punção siga exatamente o perfil programado. Essa precisão é essencial para operações complexas, onde pequenas variações podem resultar em defeitos significativos.
A interação entre o sistema hidráulico e os elementos de controle também permite a implementação de perfis de movimento complexos, como rampas de aceleração e desaceleração suaves. Esses perfis reduzem choques mecânicos, melhoram a qualidade da conformação e aumentam a vida útil dos componentes. Em prensas mais avançadas, é possível programar diferentes etapas dentro de um mesmo ciclo, cada uma com parâmetros específicos de velocidade, pressão e força, adaptando o comportamento da máquina às diferentes fases do processo de estampagem.
Outro ponto relevante é a capacidade de diagnóstico integrada aos sistemas modernos. Sensores distribuídos ao longo da prensa monitoram parâmetros como temperatura do óleo, pressão em diferentes pontos do circuito, vibração estrutural e consumo de energia. Esses dados são analisados em tempo real por sistemas inteligentes que podem identificar padrões anômalos e prever possíveis falhas antes que elas ocorram. Essa abordagem de manutenção preditiva reduz significativamente o risco de paradas não planejadas e aumenta a disponibilidade do equipamento.
A eficiência energética da prensa também está diretamente relacionada ao projeto dos sistemas hidráulicos. Sistemas com recuperação de energia, por exemplo, podem reaproveitar parte da energia gerada durante a descida do punção, reduzindo o consumo total da máquina. Além disso, o uso de inversores de frequência em motores elétricos permite ajustar a velocidade das bombas conforme a demanda, evitando desperdícios de energia durante períodos de baixa carga.
A modularidade dos sistemas hidráulicos também facilita a manutenção e a expansão do equipamento. Componentes podem ser substituídos ou atualizados sem a necessidade de reformulação completa da máquina, o que reduz custos e tempo de inatividade. Essa característica é especialmente importante em ambientes industriais dinâmicos, onde as necessidades de produção podem mudar com frequência.
Por fim, a integração entre robustez estrutural, precisão hidráulica e inteligência de controle define o desempenho global da prensa de estampagem profunda. Cada componente desempenha um papel específico dentro de um sistema altamente coordenado, onde pequenas melhorias em qualquer área podem gerar ganhos significativos em eficiência, qualidade e confiabilidade. Essa abordagem sistêmica é o que permite que as prensas hidráulicas continuem evoluindo e atendendo às exigências cada vez mais rigorosas da indústria moderna de conformação de metais.
Parâmetros de Processo, Controle e Qualidade da Conformação
Os parâmetros de processo, controle e qualidade na conformação por estampagem profunda em prensas hidráulicas constituem um conjunto interdependente de variáveis que determinam diretamente o sucesso da operação e a integridade da peça final. Entre os principais parâmetros estão a força aplicada pelo punção, a pressão exercida pelo prensa-chapas, a velocidade de avanço e retorno do cilindro, a lubrificação, a geometria das ferramentas e as propriedades do material. Cada um desses fatores precisa ser cuidadosamente ajustado e monitorado, pois pequenas variações podem resultar em defeitos como enrugamento, ruptura, afinamento excessivo ou perda de precisão dimensional.
A força de estampagem é um dos parâmetros mais críticos, pois deve ser suficiente para provocar a deformação plástica do material sem exceder seu limite de resistência. Em prensas hidráulicas, essa força é ajustável ao longo do curso, permitindo perfis de carga progressivos que acompanham a resistência crescente do material durante a deformação. Isso é particularmente importante em peças profundas, onde a resistência aumenta à medida que o material flui para dentro da matriz. O controle preciso da força permite evitar picos de tensão que poderiam causar fissuras ou falhas prematuras.
A pressão do prensa-chapas, por sua vez, desempenha um papel fundamental no controle do fluxo do material. Se a pressão for insuficiente, ocorre a formação de rugas na região do flange, enquanto uma pressão excessiva pode restringir o fluxo e causar ruptura. O ajuste ideal dessa pressão depende de fatores como espessura da chapa, material utilizado e geometria da peça. Em sistemas avançados, essa pressão pode ser controlada de forma dinâmica, ajustando-se automaticamente ao longo do processo para acompanhar as mudanças nas condições de deformação.
A velocidade do punção é outro parâmetro essencial, especialmente em prensas hidráulicas, onde pode ser controlada com alta precisão. Velocidades mais baixas são geralmente utilizadas nas fases iniciais e finais do processo, onde o controle do material é mais crítico, enquanto velocidades mais altas podem ser aplicadas em etapas intermediárias para aumentar a produtividade. O controle da velocidade também influencia o atrito e a geração de calor, afetando diretamente a qualidade superficial da peça e o desgaste das ferramentas.
A lubrificação adequada é indispensável para garantir o bom desempenho do processo. O tipo, a quantidade e a forma de aplicação do lubrificante influenciam diretamente o atrito entre o material e as ferramentas, afetando o fluxo do material e a ocorrência de defeitos. Lubrificantes inadequados ou mal aplicados podem levar ao aumento do desgaste das ferramentas, à redução da qualidade superficial e até à falha da peça. Em ambientes industriais modernos, sistemas automatizados de lubrificação garantem a aplicação uniforme e controlada do lubrificante.
O controle do processo é realizado por sistemas eletrônicos avançados, como controladores lógicos programáveis (PLC) e interfaces homem-máquina (HMI), que permitem ajustar e monitorar todos os parâmetros em tempo real. Sensores de pressão, posição, força e temperatura fornecem dados contínuos ao sistema de controle, que pode ajustar automaticamente os parâmetros para manter o processo dentro dos limites desejados. Esse tipo de controle em malha fechada é essencial para garantir repetibilidade e qualidade consistente na produção em larga escala.
A qualidade da conformação é avaliada com base em diversos critérios, incluindo precisão dimensional, integridade estrutural, acabamento superficial e distribuição de espessura. Ensaios dimensionais, inspeção visual e testes não destrutivos são utilizados para verificar se a peça atende às especificações. Além disso, parâmetros como rugosidade superficial e presença de tensões residuais são analisados para garantir que a peça seja adequada para sua aplicação final.
O monitoramento em tempo real dos parâmetros de processo permite a detecção precoce de desvios e a correção imediata de problemas. Sistemas modernos podem gerar alarmes automáticos quando os parâmetros ultrapassam limites predefinidos, evitando a produção de peças defeituosas. Em aplicações mais avançadas, algoritmos de inteligência artificial podem analisar os dados do processo e sugerir ajustes para otimizar a qualidade e a eficiência.
A repetibilidade do processo é um indicador fundamental de qualidade, pois garante que peças produzidas em diferentes ciclos apresentem características consistentes. Para isso, é necessário manter controle rigoroso sobre todas as variáveis do processo, desde as propriedades do material até as condições operacionais da máquina. A padronização dos procedimentos e a calibração regular dos equipamentos são práticas essenciais para garantir essa consistência.
Por fim, a integração entre controle de processo e qualidade permite não apenas detectar defeitos, mas também preveni-los. A combinação de sensores avançados, sistemas de controle inteligentes e análise de dados proporciona um ambiente altamente controlado, onde a estampagem profunda pode ser realizada com alta eficiência, precisão e confiabilidade, atendendo aos rigorosos requisitos da indústria moderna.
Aprofundando ainda mais, a relação entre os parâmetros de processo e a qualidade da conformação pode ser entendida por meio de curvas de processo, como a curva força-deslocamento e a curva tensão-deformação do material. Essas representações permitem identificar zonas críticas do processo, como o ponto de máxima força, onde o material está mais suscetível a falhas, e as regiões de estabilização, onde o fluxo do material ocorre de forma mais controlada. O acompanhamento dessas curvas em tempo real possibilita ajustes dinâmicos, garantindo que o processo permaneça dentro de uma janela operacional segura.
Outro fator relevante é o controle do atrito dinâmico ao longo do ciclo. Diferente do atrito estático, o atrito dinâmico pode variar conforme a velocidade de deformação, a pressão de contato e as condições superficiais das ferramentas e do material. Essa variação influencia diretamente o comportamento do fluxo do material, podendo causar instabilidades se não for devidamente controlada. Técnicas como texturização de superfícies de ferramentas e aplicação de lubrificantes com propriedades reológicas específicas são utilizadas para estabilizar esse comportamento.
A influência das condições ambientais também não deve ser subestimada. Variações de temperatura ambiente podem afetar tanto as propriedades do fluido hidráulico quanto o comportamento do material, especialmente em processos de alta precisão. Em ambientes industriais controlados, sistemas de climatização e controle térmico são utilizados para minimizar essas variações e garantir a consistência do processo ao longo do tempo.
O controle da pressão ao longo do tempo, muitas vezes denominado perfil de pressão, é um dos recursos mais avançados em prensas hidráulicas modernas. Em vez de aplicar uma pressão constante, o sistema pode variar a pressão em diferentes fases do ciclo, adaptando-se ao comportamento do material. Por exemplo, uma pressão inicial mais baixa pode facilitar o escoamento do material, enquanto um aumento gradual de pressão pode ser utilizado para garantir o acabamento e a precisão dimensional no final do processo. Esse controle fino é essencial para aplicações complexas e materiais de alta resistência.
A análise de falhas também é parte integrante do controle de qualidade. Quando ocorre um defeito, como fissuração ou enrugamento, é necessário identificar a causa raiz, que pode estar relacionada a diversos fatores, como parâmetros inadequados, problemas no material ou desgaste das ferramentas. Técnicas de análise, como inspeção metalográfica e análise fractográfica, são utilizadas para entender o mecanismo de falha e implementar ações corretivas.
A padronização dos parâmetros de processo é outro aspecto fundamental para garantir qualidade consistente. Procedimentos operacionais bem definidos, aliados a sistemas de controle automatizados, reduzem a variabilidade e aumentam a previsibilidade do processo. Em ambientes industriais avançados, esses parâmetros são armazenados em sistemas digitais e podem ser reutilizados ou ajustados com base em dados históricos, permitindo uma abordagem baseada em conhecimento acumulado.
O conceito de janela de processo é amplamente utilizado na estampagem profunda para definir os limites dentro dos quais o processo pode operar com segurança e eficiência. Essa janela é determinada por combinações de parâmetros como força, pressão, velocidade e atrito, e fora dela há maior probabilidade de ocorrência de defeitos. A identificação e o controle dessa janela são essenciais para garantir a robustez do processo.
A rastreabilidade dos parâmetros também é crucial em sistemas de produção modernos. Cada peça produzida pode ser associada a um conjunto específico de parâmetros de processo, permitindo auditorias, controle de qualidade e análise de desempenho. Isso é especialmente importante em indústrias reguladas, onde é necessário comprovar que os produtos foram fabricados dentro de condições controladas e certificadas.
A integração entre simulação e controle de processo representa um avanço significativo. Modelos digitais podem prever o comportamento do material sob diferentes condições e fornecer recomendações em tempo real para o ajuste dos parâmetros da prensa. Essa integração entre virtual e físico permite otimizar o processo continuamente, reduzindo desperdícios e melhorando a eficiência global.
Por fim, a qualidade na conformação por estampagem profunda é o resultado direto da interação entre parâmetros bem controlados, sistemas de monitoramento eficientes e conhecimento técnico aplicado. A capacidade de ajustar e otimizar continuamente esses parâmetros é o que diferencia processos industriais comuns de processos altamente avançados, garantindo não apenas a produção de peças dentro das especificações, mas também a excelência em desempenho, repetibilidade e confiabilidade.
A análise mais avançada dos parâmetros de processo em estampagem profunda envolve também a compreensão das tensões residuais geradas durante a deformação. Essas tensões permanecem na peça mesmo após a remoção das cargas externas e podem influenciar significativamente o comportamento mecânico do componente, especialmente em aplicações onde há solicitações cíclicas. Tensões residuais mal controladas podem levar a empenamento, perda de estabilidade dimensional ou até falhas prematuras em serviço. Técnicas como tratamento térmico pós-conformação ou processos de alívio de tensões são frequentemente utilizados para mitigar esses efeitos.
Outro aspecto crítico é a anisotropia do material, ou seja, a variação de propriedades mecânicas conforme a direção de laminação da chapa. Essa anisotropia afeta diretamente o comportamento do material durante o fluxo na estampagem profunda, influenciando a formação de orelhas (earing) na borda da peça. O controle desse fenômeno exige uma seleção criteriosa do material e, em alguns casos, ajustes na geometria da ferramenta para compensar essas variações. Ensaios como o teste de tração em diferentes direções são utilizados para caracterizar esse comportamento antes da produção.
A interação entre a ferramenta e o material também é determinante para a qualidade final. O desgaste das ferramentas, especialmente do punção e da matriz, altera progressivamente as condições de contato, afetando o atrito, a distribuição de forças e, consequentemente, a qualidade das peças. Monitorar e controlar o desgaste das ferramentas é essencial para manter a estabilidade do processo. Revestimentos especiais, como nitretação ou coatings de alta dureza, são aplicados para aumentar a vida útil das ferramentas e manter as condições de processo constantes por mais tempo.
A repetibilidade do processo pode ser quantificada por meio de indicadores estatísticos de qualidade, como desvio padrão, Cp e Cpk, que avaliam a capacidade do processo em produzir peças dentro das tolerâncias especificadas. Esses indicadores são fundamentais para ambientes industriais que seguem metodologias como o controle estatístico de processo (CEP). A análise estatística contínua permite identificar tendências e variações antes que elas resultem em produtos fora de especificação.
A calibração periódica dos sensores e sistemas de medição é outro ponto fundamental para garantir a confiabilidade do controle de processo. Sensores de pressão, deslocamento e força devem ser verificados regularmente para assegurar que os dados coletados refletem com precisão as condições reais da operação. Qualquer desvio na medição pode levar a decisões incorretas de controle, comprometendo a qualidade final da peça.
A integração com sistemas de manufatura avançada, como Indústria 4.0, permite que as prensas hidráulicas sejam conectadas a redes industriais, possibilitando a coleta e análise de dados em larga escala. Esses sistemas utilizam big data e algoritmos de aprendizado de máquina para identificar padrões de comportamento e sugerir otimizações de processo. Com isso, é possível evoluir de um controle reativo para um controle preditivo, antecipando problemas antes que eles ocorram.
Além disso, a simulação numérica por métodos como o Método dos Elementos Finitos (MEF) desempenha um papel essencial na otimização dos parâmetros de processo. Através de simulações virtuais, é possível prever a distribuição de tensões, o fluxo do material e a formação de defeitos, permitindo ajustes no projeto da ferramenta e nos parâmetros operacionais antes mesmo da produção física. Isso reduz custos, aumenta a eficiência e minimiza o risco de falhas.
A eficiência energética também está diretamente ligada ao controle de processo. Ajustar corretamente os parâmetros de operação não apenas melhora a qualidade, mas também reduz o consumo de energia da prensa hidráulica. Sistemas modernos utilizam bombas de deslocamento variável e acumuladores de energia para otimizar o uso da energia hidráulica, tornando o processo mais sustentável.
Por fim, a excelência na estampagem profunda depende da integração harmoniosa entre conhecimento metalúrgico, controle de processo, engenharia de ferramentas e tecnologias de automação. A capacidade de entender profundamente cada parâmetro e sua interação com os demais é o que permite alcançar níveis elevados de precisão, repetibilidade e eficiência, atendendo às exigências cada vez mais rigorosas da indústria moderna.
A evolução dos sistemas de controle em prensas hidráulicas para estampagem profunda também tem incorporado arquiteturas cada vez mais descentralizadas e inteligentes, nas quais diferentes módulos de controle trabalham de forma coordenada para garantir estabilidade e adaptabilidade do processo. Em vez de depender de um único controlador central, sistemas distribuídos permitem que variáveis como pressão, velocidade e força sejam ajustadas localmente, em tempo real, com base em dados provenientes de sensores específicos instalados em pontos críticos da máquina. Isso reduz o tempo de resposta e melhora a precisão do controle, especialmente em processos complexos ou com variações frequentes de material.
Outro ponto importante é a compensação de retorno elástico (springback), que ocorre quando a peça tende a recuperar parcialmente sua forma original após a remoção das forças aplicadas. Esse fenômeno é particularmente relevante em materiais de alta resistência ou baixa ductilidade. Para compensar o springback, os parâmetros de processo podem ser ajustados, como a sobredeformação controlada ou a modificação da geometria da ferramenta. Sistemas modernos também utilizam feedback de medição dimensional para ajustar automaticamente o processo e minimizar esse efeito.
A estabilidade do fluxo do material durante a estampagem profunda está diretamente relacionada ao equilíbrio entre forças de tração e compressão atuantes na chapa. Um controle inadequado pode levar a instabilidades localizadas, resultando em falhas como afinamento excessivo ou ruptura. O uso de blanks com geometria otimizada, bem como a aplicação de blankholders com perfis de pressão ajustáveis, contribui significativamente para manter esse equilíbrio ao longo de todo o processo.
O comportamento viscoplástico do material sob condições de deformação também influencia os parâmetros de processo. Em velocidades elevadas, o material pode apresentar diferentes respostas mecânicas em comparação com deformações mais lentas, afetando a distribuição de tensões e o risco de defeitos. Por isso, o controle da taxa de deformação é um parâmetro crítico, especialmente em materiais sensíveis à velocidade, como algumas ligas de alumínio e aços avançados de alta resistência.
A integração entre sensores avançados e sistemas de aquisição de dados de alta frequência permite capturar eventos transientes durante o processo, como picos de força ou variações súbitas de pressão. Esses dados são essenciais para análises detalhadas do comportamento do processo e podem ser utilizados para melhorar modelos preditivos e estratégias de controle. Em aplicações de alta precisão, até mesmo pequenas variações podem ser detectadas e corrigidas em ciclos subsequentes.
A manutenção preditiva também desempenha um papel essencial na garantia da qualidade. Através da análise contínua de parâmetros operacionais, como vibração, temperatura do óleo hidráulico e desgaste de componentes, é possível prever falhas antes que elas ocorram. Isso reduz o tempo de inatividade e garante que a máquina opere sempre dentro das condições ideais de processo, evitando variações que poderiam comprometer a qualidade das peças.
Além disso, o design das ferramentas é diretamente influenciado pelos parâmetros de processo. A geometria da matriz, o raio de entrada e o acabamento superficial são projetados para facilitar o fluxo do material e reduzir concentrações de tensão. Pequenas variações nesses elementos podem ter grande impacto no resultado final, tornando o projeto da ferramenta uma etapa crítica dentro do controle global da qualidade.
A otimização do processo também pode envolver métodos iterativos, nos quais dados reais de produção são utilizados para refinar continuamente os parâmetros. Esse ciclo de melhoria contínua permite aumentar gradualmente a eficiência, reduzir desperdícios e melhorar a qualidade das peças ao longo do tempo, alinhando o processo com princípios de manufatura enxuta.
Em síntese, o controle e a qualidade na estampagem profunda não dependem apenas do ajuste inicial dos parâmetros, mas de um sistema dinâmico, integrado e continuamente adaptativo, que combina conhecimento técnico, monitoramento em tempo real e análise avançada de dados. Essa abordagem permite alcançar níveis elevados de desempenho e confiabilidade, essenciais para aplicações industriais exigentes e de alta precisão.
Aprofundando ainda mais, um dos pontos críticos no controle de qualidade da estampagem profunda é a interação entre a distribuição de espessura e o fluxo de material ao longo da peça. Durante o processo, ocorre uma redistribuição não uniforme da espessura da chapa, com regiões mais críticas geralmente localizadas nas transições entre o fundo e as paredes da peça. O controle dessa distribuição exige um ajuste preciso dos parâmetros de processo, pois afinamentos excessivos podem comprometer a resistência estrutural, enquanto espessuras excessivas podem indicar fluxo insuficiente do material e aumento do risco de enrugamento.
Outro fator relevante é o efeito da recuperação da energia elástica acumulada durante a deformação. Esse fenômeno influencia diretamente a precisão dimensional e pode gerar desvios entre o projeto e a peça final. O controle desse comportamento envolve não apenas ajustes nos parâmetros de processo, mas também a consideração de propriedades intrínsecas do material, como módulo de elasticidade e limite de escoamento. A modelagem computacional desses efeitos permite antecipar o comportamento da peça e reduzir a necessidade de correções pós-processo.
A interação entre múltiplas etapas do processo também deve ser considerada, especialmente em operações de conformação progressiva ou sequencial. Em muitos casos, a estampagem profunda não ocorre em uma única operação, mas em várias etapas, nas quais cada uma influencia o resultado da seguinte. O controle de parâmetros em cada estágio deve levar em conta o histórico de deformação do material, garantindo que não haja acúmulo de tensões ou deterioração das propriedades mecânicas ao longo do processo.
A estabilidade do sistema hidráulico também é um fator determinante para a qualidade da conformação. Variações na pressão hidráulica, presença de ar no fluido ou falhas em válvulas podem causar oscilações indesejadas no movimento do cilindro, afetando diretamente o controle da força aplicada. Por isso, a manutenção adequada do sistema hidráulico, incluindo filtragem do óleo e eliminação de contaminações, é essencial para garantir a consistência do processo.
O comportamento do material sob deformação também pode ser influenciado por fenômenos como o encruamento (work hardening), no qual o material se torna progressivamente mais resistente à medida que é deformado. Esse efeito altera a curva de esforço ao longo do processo e deve ser considerado no ajuste dos parâmetros da prensa. Materiais com alto índice de encruamento exigem maior controle de força e maior precisão na aplicação de carga para evitar falhas.
A variabilidade do material de entrada é outro desafio significativo. Mesmo dentro de especificações normativas, pequenas variações em composição química, espessura ou propriedades mecânicas podem impactar o resultado final. Sistemas avançados de controle buscam compensar essas variações por meio de ajustes automáticos baseados em feedback em tempo real, garantindo maior robustez do processo.
A qualidade superficial da peça também é um critério importante, especialmente em aplicações onde há requisitos estéticos ou funcionais rigorosos. Defeitos como riscos, marcas de ferramenta ou aderência insuficiente de lubrificante podem comprometer a peça. O controle do acabamento das ferramentas e a seleção adequada de lubrificantes desempenham um papel fundamental na obtenção de superfícies de alta qualidade.
Em um nível mais avançado, a otimização multiobjetivo do processo permite equilibrar diferentes metas simultaneamente, como redução de tempo de ciclo, minimização de defeitos e otimização do consumo energético. Essa abordagem utiliza algoritmos computacionais para encontrar o melhor compromisso entre variáveis muitas vezes conflitantes, proporcionando ganhos significativos de eficiência e qualidade.
A integração entre projeto do produto e processo de fabricação também é fundamental. O conceito de “Design for Manufacturability” (DFM) aplicado à estampagem profunda permite projetar peças que sejam mais adequadas ao processo, reduzindo a complexidade de conformação e aumentando a probabilidade de sucesso na produção. Isso inclui ajustes na geometria da peça, escolha de materiais e definição de tolerâncias mais adequadas ao processo.
Em última análise, o controle da qualidade na estampagem profunda é um sistema complexo e multifatorial, que exige uma abordagem holística envolvendo engenharia de processo, ciência dos materiais, automação e análise de dados. A capacidade de integrar todos esses elementos de forma coerente é o que permite atingir níveis elevados de eficiência, precisão e confiabilidade, consolidando a estampagem profunda como um dos processos mais importantes na fabricação moderna de componentes metálicos.
Materiais, Ferramentas e Fenômenos Metalúrgicos Envolvidos
Os materiais utilizados na estampagem profunda são selecionados com base em propriedades mecânicas e metalúrgicas que favoreçam elevada ductilidade, boa conformabilidade e resistência ao afinamento localizado. Chapas metálicas como aços de baixo carbono, aços inoxidáveis, alumínio e suas ligas, além de alguns materiais mais avançados como aços de alta resistência e ligas especiais, são amplamente utilizados. A escolha do material depende diretamente da aplicação final da peça, considerando fatores como resistência mecânica, resistência à corrosão, peso e custo. Materiais com alto alongamento uniforme e baixo limite de escoamento são preferidos, pois permitem maior deformação antes da ruptura, o que é essencial em processos de estampagem profunda.
Do ponto de vista metalúrgico, o comportamento do material durante a conformação é governado por fenômenos como deformação plástica, encruamento, anisotropia e recristalização. Durante a estampagem, o material sofre deformação plástica permanente, alterando sua estrutura cristalina. O encruamento ocorre à medida que a densidade de discordâncias aumenta, elevando a resistência do material e reduzindo sua ductilidade local. Esse fenômeno deve ser cuidadosamente considerado no projeto do processo, pois pode limitar a profundidade máxima alcançável antes da ruptura.
A anisotropia é outro fenômeno relevante, resultante do processo de laminação da chapa metálica. Essa característica faz com que as propriedades mecânicas variem conforme a direção do material, influenciando diretamente o comportamento durante a estampagem. A anisotropia pode causar a formação de orelhas na borda das peças estampadas, um defeito indesejado que afeta a qualidade dimensional e exige operações adicionais de corte. O controle desse fenômeno depende da seleção adequada do material e, em alguns casos, da orientação do blank em relação à direção de laminação.
A recristalização pode ocorrer em processos que envolvem aquecimento ou em etapas subsequentes ao processo de conformação. Esse fenômeno envolve a formação de novos grãos livres de deformação, o que pode restaurar parcialmente a ductilidade do material. Em processos industriais mais complexos, tratamentos térmicos são utilizados para controlar a microestrutura do material e melhorar suas propriedades após a deformação.
As ferramentas utilizadas na estampagem profunda são compostas principalmente por punção, matriz e prensa-chapas, sendo projetadas para suportar altas cargas e minimizar o desgaste. Os materiais dessas ferramentas são geralmente aços ferramenta de alta dureza, capazes de resistir ao desgaste abrasivo e às elevadas pressões de contato. Além disso, tratamentos superficiais e revestimentos, como nitretação, cromagem ou coatings avançados, são aplicados para aumentar a vida útil das ferramentas e reduzir o atrito com o material conformado.
O acabamento superficial das ferramentas desempenha um papel fundamental no processo. Superfícies polidas reduzem o atrito e facilitam o fluxo do material, enquanto superfícies com texturas controladas podem ser utilizadas para otimizar a retenção de lubrificante. A geometria das ferramentas também é crítica, especialmente os raios de entrada da matriz e do punção, que influenciam diretamente a distribuição de tensões e o risco de falhas.
O fenômeno do atrito entre a chapa e as ferramentas é outro aspecto metalúrgico e tribológico essencial. O atrito pode tanto auxiliar quanto dificultar o processo de conformação, dependendo de sua magnitude. Um atrito controlado é necessário para garantir o arraste adequado do material, enquanto níveis excessivos de atrito podem causar desgaste prematuro das ferramentas e defeitos na peça. A utilização de lubrificantes adequados reduz o atrito, melhora o fluxo do material e aumenta a vida útil das ferramentas.
Outro fenômeno importante é a instabilidade plástica, que pode ocorrer quando o material perde sua capacidade de deformação uniforme, levando à concentração de tensões em regiões específicas. Isso pode resultar em estricção localizada e eventual ruptura. O controle desse fenômeno depende da combinação adequada de material, geometria da ferramenta e parâmetros de processo.
Além disso, a recuperação elástica, também conhecida como springback, é um fenômeno intrínseco à deformação plástica. Após a remoção das cargas, o material tende a recuperar parcialmente sua forma original devido à liberação de energia elástica acumulada durante o processo. Esse comportamento deve ser compensado no projeto das ferramentas e no ajuste dos parâmetros de processo para garantir a precisão dimensional das peças.
Por fim, a interação entre materiais, ferramentas e fenômenos metalúrgicos é altamente complexa e interdependente. O sucesso da estampagem profunda depende da compreensão detalhada dessas interações, permitindo o ajuste fino dos parâmetros de processo e o desenvolvimento de ferramentas otimizadas. Essa integração entre ciência dos materiais, engenharia mecânica e tecnologia de manufatura é o que possibilita a produção de componentes com alta precisão, qualidade superficial e desempenho mecânico adequado às exigências industriais modernas.
A continuidade da análise dos materiais, ferramentas e fenômenos metalúrgicos na estampagem profunda envolve também o entendimento do comportamento do material sob diferentes taxas de deformação e condições de carregamento multiaxial. Durante o processo, o material não está submetido a um estado simples de tensão, mas sim a uma combinação complexa de tensões de tração e compressão que variam ao longo da geometria da peça. Esse estado multiaxial influencia diretamente a evolução da deformação plástica e o risco de falhas, exigindo uma análise cuidadosa dos critérios de escoamento, como o critério de von Mises ou Tresca, para prever o início da plastificação.
A influência da textura cristalográfica do material também desempenha um papel importante. A orientação preferencial dos grãos, desenvolvida durante o processo de laminação, pode afetar significativamente a resposta do material durante a deformação. Essa textura influencia propriedades como limite de escoamento, alongamento e comportamento anisotrópico. Em aplicações críticas, a engenharia de textura é utilizada para otimizar a conformabilidade do material, ajustando processos metalúrgicos como recozimento e laminação controlada.
Outro fenômeno relevante é a evolução da microestrutura durante a deformação. À medida que o material é conformado, ocorre uma alteração na morfologia dos grãos, com alongamento e possível formação de subestruturas internas. Em alguns casos, especialmente em deformações severas, pode ocorrer o fenômeno de recristalização dinâmica, no qual novos grãos se formam durante a própria deformação, alterando as propriedades mecânicas em tempo real. Esse comportamento é mais comum em materiais processados a quente, mas também pode ser relevante em certas ligas sob condições específicas.
A interação entre lubrificação e tribologia de superfícies também é um campo crítico dentro dos fenômenos metalúrgicos. O regime de lubrificação pode variar entre lubrificação limite, mista ou hidrodinâmica, dependendo das condições de processo. Cada regime afeta de maneira diferente o atrito e o desgaste. A seleção correta do lubrificante, considerando viscosidade, aditivos e estabilidade térmica, é essencial para manter o equilíbrio entre redução de atrito e estabilidade do processo.
O desgaste das ferramentas ocorre através de diferentes mecanismos, como abrasão, adesão, fadiga superficial e corrosão. A abrasão é causada pelo contato contínuo entre partículas duras do material e a superfície da ferramenta, enquanto a adesão ocorre quando há transferência de material entre as superfícies em contato. A fadiga superficial está associada a carregamentos cíclicos, que geram microtrincas e, eventualmente, falhas na ferramenta. O controle desses mecanismos exige tanto a escolha de materiais adequados quanto a aplicação de tratamentos superficiais e estratégias de manutenção preventiva.
A interação entre temperatura e deformação também é um fator relevante, mesmo em processos tradicionalmente realizados a frio. O aumento local de temperatura devido ao atrito e à deformação plástica pode alterar as propriedades do material, reduzindo sua resistência e aumentando sua ductilidade em determinadas regiões. Esse efeito térmico pode ser benéfico ou prejudicial, dependendo da aplicação, e deve ser controlado por meio de parâmetros de processo e sistemas de dissipação térmica.
A integridade superficial das peças conformadas está diretamente ligada à interação entre material e ferramenta. Defeitos como microtrincas, delaminação e marcas de escoamento podem surgir devido a tensões elevadas ou condições inadequadas de contato. A análise detalhada dessas falhas envolve técnicas avançadas de caracterização, como microscopia eletrônica e análise de superfície, permitindo identificar as causas raiz e implementar melhorias no processo.
Além disso, o conceito de compatibilidade material-ferramenta é fundamental para o sucesso da estampagem profunda. Nem todos os materiais são compatíveis com todos os tipos de ferramentas, e a combinação ideal depende de fatores como dureza relativa, resistência ao desgaste e coeficiente de atrito. A engenharia de superfícies, incluindo o uso de revestimentos avançados como DLC (Diamond-Like Carbon) ou nitretos, tem sido amplamente aplicada para melhorar essa compatibilidade e aumentar o desempenho do sistema.
Em síntese, os materiais, ferramentas e fenômenos metalúrgicos envolvidos na estampagem profunda formam um sistema altamente integrado, onde cada elemento influencia diretamente os demais. A compreensão detalhada dessas interações permite otimizar o processo, melhorar a qualidade das peças e aumentar a vida útil das ferramentas, consolidando a estampagem profunda como um processo altamente eficiente e tecnologicamente avançado na indústria moderna.
A análise aprofundada pode ainda incluir o efeito de parâmetros microestruturais iniciais do material, como tamanho de grão e distribuição de fases, que exercem influência direta na conformabilidade. Materiais com grãos mais finos tendem a apresentar melhor resistência à nucleação de trincas, enquanto grãos mais grosseiros podem facilitar deformações localizadas e aumentar a probabilidade de falhas. Esse equilíbrio entre resistência e ductilidade é essencial para definir a adequação do material ao processo de estampagem profunda.
Outro aspecto relevante é o comportamento de materiais multicamada ou laminados, que estão se tornando cada vez mais comuns em aplicações industriais avançadas. Esses materiais combinam diferentes propriedades em uma única estrutura, como alta resistência externa e ductilidade interna. Durante a estampagem, cada camada pode responder de forma distinta à deformação, exigindo um controle ainda mais rigoroso dos parâmetros de processo e um entendimento detalhado da interação entre camadas.
A evolução das tensões internas durante o processo também deve ser considerada sob uma perspectiva de estado de tensões residuais tridimensionais. Essas tensões não são distribuídas uniformemente e podem variar significativamente ao longo da peça, especialmente em regiões com mudanças geométricas. A análise dessas tensões é fundamental para prever o comportamento da peça em uso, especialmente em aplicações sujeitas a cargas dinâmicas ou condições extremas.
No campo das ferramentas, o projeto assistido por análise computacional tem permitido otimizações significativas. Através de simulações avançadas, é possível prever não apenas o comportamento do material, mas também o desgaste das ferramentas ao longo do tempo. Isso permite antecipar falhas e ajustar o projeto antes da fabricação física, reduzindo custos e aumentando a confiabilidade do sistema produtivo.
A evolução dos revestimentos de ferramentas também tem contribuído significativamente para o desempenho do processo. Revestimentos como nitreto de titânio (TiN), nitreto de cromo (CrN) e carbono tipo diamante (DLC) oferecem alta resistência ao desgaste, baixo coeficiente de atrito e maior estabilidade térmica. Esses revestimentos reduzem a interação direta entre o material e a ferramenta, minimizando o desgaste e melhorando a qualidade superficial das peças.
Outro ponto importante é a interação entre velocidade de deformação e mecanismos de deformação ativa no material. Em determinadas condições, o material pode apresentar sensibilidade à taxa de deformação, o que influencia sua resistência e ductilidade durante o processo. Essa sensibilidade deve ser considerada no ajuste da velocidade da prensa, especialmente em materiais mais complexos ou ligas avançadas.
A fratura dúctil é o principal mecanismo de falha na estampagem profunda, caracterizada pela formação de microcavidades que se coalescem até levar à ruptura do material. O controle desse fenômeno envolve a manutenção de condições adequadas de deformação, evitando concentrações de tensão excessivas. O entendimento dos mecanismos de nucleação e crescimento de vazios é essencial para prever e prevenir falhas.
Além disso, a influência de tratamentos térmicos prévios no material também desempenha um papel fundamental. Processos como recozimento podem aumentar a ductilidade e reduzir tensões internas, melhorando a conformabilidade. Por outro lado, materiais encruados ou tratados termicamente para maior resistência podem apresentar menor capacidade de deformação, exigindo ajustes significativos nos parâmetros de processo.
A interação entre o sistema de fixação do blank e o controle do fluxo do material também é crítica. O controle inadequado da pressão aplicada pelo prensa-chapas pode levar a instabilidades no fluxo, resultando em defeitos como enrugamento ou ruptura. Sistemas modernos utilizam controle adaptativo para ajustar essa pressão em tempo real, garantindo um fluxo mais uniforme e controlado.
Em última análise, o desempenho da estampagem profunda é resultado de uma interação complexa entre propriedades metalúrgicas, comportamento mecânico, projeto de ferramentas e controle de processo. A compreensão detalhada desses fatores permite não apenas evitar defeitos, mas também explorar ao máximo o potencial dos materiais, possibilitando a produção de peças mais leves, resistentes e com maior precisão dimensional, atendendo às exigências cada vez mais rigorosas da engenharia moderna.
A continuidade do estudo dos materiais e fenômenos metalúrgicos na estampagem profunda também envolve o entendimento da influência de defeitos iniciais presentes no material base, como inclusões não metálicas, segregações químicas e microtrincas pré-existentes. Esses defeitos atuam como pontos de concentração de tensão durante a deformação e podem se tornar locais preferenciais para a nucleação de falhas. O controle de qualidade na produção da chapa metálica, incluindo processos de refino e inspeção rigorosa, é essencial para minimizar esses riscos e garantir uma resposta uniforme durante a conformação.
A evolução da superfície do material durante o processo também merece atenção. Durante o contato com as ferramentas, ocorrem modificações na topografia superficial devido ao atrito e à deformação. Essas alterações podem influenciar tanto o comportamento tribológico quanto a qualidade final da peça. Superfícies com maior rugosidade tendem a aumentar o atrito, enquanto superfícies excessivamente lisas podem dificultar a retenção do lubrificante, criando um equilíbrio que deve ser cuidadosamente otimizado.
O fenômeno de endurecimento por deformação não é homogêneo ao longo da peça, o que resulta em uma distribuição não uniforme de propriedades mecânicas. Regiões mais deformadas apresentam maior resistência e menor ductilidade, enquanto áreas com menor deformação mantêm características mais próximas do material original. Essa heterogeneidade pode afetar o desempenho da peça em serviço, especialmente em aplicações sujeitas a cargas variáveis.
A interação entre múltiplos mecanismos de falha também deve ser considerada. Em muitos casos, a ruptura não ocorre por um único mecanismo isolado, mas sim pela combinação de fatores como concentração de tensões, instabilidade plástica e deterioração superficial. A análise integrada desses mecanismos permite uma compreensão mais precisa do comportamento do material sob condições reais de operação.
No que diz respeito às ferramentas, a estabilidade dimensional ao longo do tempo é um fator crítico. Mesmo pequenas variações na geometria da ferramenta, causadas por desgaste ou deformação, podem resultar em alterações significativas no produto final. Por isso, o controle dimensional das ferramentas e sua manutenção periódica são essenciais para garantir a consistência do processo.
A interação entre pressão de contato e deformação também influencia a evolução microestrutural. Em regiões de alta pressão, o material pode sofrer alterações mais intensas em sua estrutura cristalina, levando a um aumento localizado da resistência mecânica. Esse comportamento deve ser considerado no projeto do processo para evitar regiões de fragilidade ou concentração de tensões.
Outro aspecto importante é a influência da velocidade de impacto em processos de estampagem mais rápidos. Em altas velocidades, fenômenos como inércia do material e efeitos dinâmicos passam a ter maior relevância, podendo alterar significativamente o comportamento esperado em condições quasi-estáticas. Isso exige um ajuste específico dos parâmetros e uma análise mais detalhada das condições de carregamento.
A compatibilidade entre o coeficiente de dilatação térmica dos materiais da ferramenta e da peça também pode influenciar o processo, especialmente em situações onde há variação térmica significativa. Diferenças nesse coeficiente podem levar a tensões adicionais na interface, afetando o atrito e o desgaste.
Por fim, a contínua evolução dos materiais, com o desenvolvimento de ligas avançadas e materiais compostos, tem ampliado as possibilidades da estampagem profunda. Esses novos materiais apresentam combinações únicas de resistência, leveza e desempenho, mas também impõem desafios adicionais em termos de conformabilidade e controle de processo. A capacidade de adaptar os parâmetros de operação e o design das ferramentas a essas novas demandas é fundamental para acompanhar as exigências da indústria moderna e manter a eficiência e a qualidade na produção.
Automação, Eficiência Energética e Tendências Tecnológicas
A automação em prensas hidráulicas de estampagem profunda tem evoluído para sistemas altamente integrados, nos quais sensores, atuadores e controladores trabalham de forma sincronizada para garantir precisão, repetibilidade e eficiência operacional. A utilização de controladores lógicos programáveis (PLC) combinados com interfaces homem-máquina (HMI) permite o monitoramento em tempo real de todos os parâmetros críticos, como força, pressão, velocidade e posição. Além disso, sistemas baseados em redes industriais, como EtherCAT ou Profinet, viabilizam a comunicação rápida e confiável entre os diversos componentes da máquina, reduzindo atrasos e aumentando a confiabilidade do controle.
A integração com sistemas de supervisão e aquisição de dados (SCADA) possibilita o acompanhamento remoto do processo, permitindo que operadores e engenheiros monitorem a produção, analisem tendências e identifiquem desvios de forma antecipada. Esse nível de automação contribui para a implementação de estratégias de manutenção preditiva, nas quais algoritmos analisam dados históricos e em tempo real para prever falhas antes que ocorram, reduzindo o tempo de parada e os custos de manutenção.
A eficiência energética é um dos pilares mais importantes no desenvolvimento de prensas modernas. Sistemas hidráulicos tradicionais, que operam com bombas de deslocamento fixo, estão sendo substituídos por soluções mais eficientes, como bombas de deslocamento variável e sistemas servo-hidráulicos. Esses sistemas ajustam o fluxo e a pressão de acordo com a demanda do processo, reduzindo significativamente o consumo de energia quando comparados aos sistemas convencionais.
O uso de acumuladores hidráulicos também contribui para a eficiência energética, armazenando energia durante fases de baixa demanda e liberando-a quando necessário. Essa abordagem reduz a carga sobre o sistema de bombeamento e melhora a estabilidade da pressão, além de diminuir o consumo energético global da máquina. Em aplicações industriais de alta produção, essas otimizações podem resultar em economias significativas ao longo do tempo.
Outro aspecto relevante é a recuperação de energia durante o ciclo da prensa. Em alguns sistemas avançados, a energia gerada durante o movimento de retorno do cilindro pode ser reaproveitada, contribuindo ainda mais para a eficiência do sistema. Essa abordagem, aliada ao controle preciso do ciclo de operação, permite maximizar o aproveitamento energético da máquina.
As tendências tecnológicas na área de estampagem profunda estão fortemente alinhadas com os conceitos da Indústria 4.0, incluindo digitalização, conectividade e inteligência artificial. A utilização de gêmeos digitais (digital twins) permite simular virtualmente o comportamento da prensa e do processo de conformação, possibilitando otimizações antes mesmo da execução física. Isso reduz o tempo de desenvolvimento, melhora a qualidade e diminui custos de prototipagem.
A inteligência artificial e o aprendizado de máquina estão sendo cada vez mais utilizados para otimização de processos. Esses sistemas analisam grandes volumes de dados operacionais para identificar padrões, prever falhas e sugerir ajustes automáticos nos parâmetros de processo. Com isso, é possível alcançar um nível de controle adaptativo, no qual a máquina ajusta seu comportamento de forma autônoma para manter a qualidade e a eficiência.
A automação também se estende ao manuseio de materiais, com a integração de robôs industriais e sistemas automatizados de alimentação e retirada de peças. Esses sistemas aumentam a produtividade, reduzem a intervenção humana e melhoram a segurança operacional, minimizando riscos de acidentes e erros manuais.
Outra tendência importante é o desenvolvimento de prensas híbridas, que combinam tecnologia hidráulica e elétrica para otimizar desempenho e eficiência. Esses sistemas utilizam motores elétricos de alta eficiência combinados com sistemas hidráulicos compactos, oferecendo maior controle, menor consumo energético e melhor desempenho dinâmico.
A sustentabilidade também tem se tornado um fator essencial no desenvolvimento de novas tecnologias. O uso de fluidos hidráulicos biodegradáveis, sistemas de baixo consumo energético e processos mais eficientes contribui para a redução do impacto ambiental das operações industriais. Além disso, a otimização do uso de materiais e a redução de desperdícios durante o processo de estampagem profunda estão alinhadas com práticas de manufatura sustentável.
Em síntese, a automação, a eficiência energética e as tendências tecnológicas estão transformando a estampagem profunda em um processo cada vez mais inteligente, eficiente e sustentável. A integração de tecnologias avançadas permite não apenas melhorar a qualidade e a produtividade, mas também reduzir custos operacionais e impactos ambientais, posicionando a indústria em um novo patamar de inovação e competitividade.
A evolução contínua da automação em prensas hidráulicas também tem levado à adoção de arquiteturas baseadas em edge computing, nas quais parte do processamento de dados ocorre diretamente na máquina, reduzindo a dependência de sistemas centralizados e diminuindo a latência nas decisões de controle. Isso permite respostas mais rápidas a variações do processo, especialmente em aplicações críticas onde milissegundos podem influenciar a qualidade da peça. A combinação entre edge computing e computação em nuvem cria um ecossistema híbrido, no qual dados são processados localmente para controle imediato e enviados para a nuvem para análise avançada e armazenamento de longo prazo.
A conectividade entre máquinas, conhecida como machine-to-machine (M2M), também desempenha um papel importante na modernização das linhas de produção. Nesse contexto, diferentes equipamentos se comunicam entre si, coordenando operações e otimizando o fluxo produtivo. Isso permite a criação de células de manufatura altamente integradas, onde a prensa hidráulica trabalha em sinergia com sistemas de corte, dobra, transporte e inspeção, aumentando significativamente a eficiência global da linha.
Outro avanço relevante está na implementação de sistemas de visão artificial para inspeção de qualidade em tempo real. Câmeras de alta resolução, combinadas com algoritmos de processamento de imagem, são capazes de identificar defeitos superficiais, variações dimensionais e inconsistências na peça imediatamente após a conformação. Essa inspeção automatizada reduz a dependência de inspeção manual e aumenta a confiabilidade do controle de qualidade, permitindo a detecção precoce de problemas no processo.
No campo da eficiência energética, uma tendência crescente é a utilização de sistemas regenerativos, nos quais a energia cinética e potencial dos movimentos da prensa é convertida e reaproveitada. Sistemas servo-hidráulicos modernos são capazes de modular o fluxo de energia de forma extremamente precisa, reduzindo perdas e aumentando o rendimento global da máquina. Essa abordagem não apenas reduz o consumo de energia, mas também melhora a estabilidade operacional e reduz o aquecimento do sistema hidráulico.
A digitalização completa do processo produtivo também possibilita a implementação de rastreabilidade total. Cada peça produzida pode ser associada a um conjunto de dados detalhados, incluindo parâmetros de processo, condições ambientais e características do material. Essa rastreabilidade é fundamental para aplicações industriais de alta exigência, como nos setores automotivo, aeroespacial e de defesa, onde a confiabilidade e a conformidade com normas rigorosas são essenciais.
As tendências tecnológicas também incluem o desenvolvimento de sistemas mais compactos e modulares. Prensas hidráulicas modernas estão sendo projetadas com arquiteturas modulares que facilitam a manutenção, a expansão e a adaptação a diferentes aplicações. Essa modularidade permite que as máquinas sejam configuradas de acordo com as necessidades específicas de produção, aumentando a flexibilidade e reduzindo o tempo de setup.
A integração entre sustentabilidade e tecnologia está impulsionando o uso de sistemas de controle inteligente de energia, que monitoram continuamente o consumo e ajustam automaticamente os parâmetros da máquina para minimizar desperdícios. Isso inclui o desligamento automático de subsistemas quando não estão em uso e a otimização dos ciclos de operação para reduzir o consumo energético sem comprometer a produtividade.
Por fim, o futuro da estampagem profunda está fortemente ligado à convergência entre automação avançada, inteligência artificial, simulação digital e eficiência energética. A capacidade de integrar esses elementos em um sistema coeso permitirá alcançar níveis ainda mais elevados de precisão, produtividade e sustentabilidade, transformando as prensas hidráulicas em sistemas altamente inteligentes, autônomos e adaptáveis às demandas dinâmicas da indústria moderna.
A expansão dessas tecnologias também está impulsionando a criação de sistemas de controle totalmente autônomos, nos quais a prensa hidráulica é capaz de ajustar seus próprios parâmetros com base em objetivos predefinidos, como qualidade mínima, consumo energético ou tempo de ciclo. Esses sistemas utilizam algoritmos avançados de otimização e aprendizado contínuo, permitindo que a máquina “aprenda” com cada ciclo produtivo e refine seu desempenho ao longo do tempo, reduzindo a necessidade de intervenção humana direta.
Outro ponto importante é a interoperabilidade entre diferentes plataformas e equipamentos. A adoção de padrões abertos e protocolos de comunicação padronizados facilita a integração entre máquinas de diferentes fabricantes, sistemas de controle e softwares de gestão industrial. Isso permite a criação de ambientes produtivos mais flexíveis e escaláveis, nos quais novos equipamentos podem ser incorporados com facilidade, sem a necessidade de grandes adaptações.
A manutenção baseada em condição (condition-based maintenance) é outra tendência significativa. Em vez de realizar manutenções em intervalos fixos, o sistema monitora continuamente o estado dos componentes críticos, como bombas, válvulas, cilindros e selos hidráulicos. Parâmetros como vibração, pressão, temperatura e ruído são analisados para identificar sinais iniciais de desgaste ou falha. Isso permite intervenções mais precisas e evita paradas inesperadas, aumentando a disponibilidade da máquina.
A evolução dos sistemas hidráulicos também inclui o uso de válvulas proporcionais e servo válvulas de alta precisão, que permitem um controle extremamente fino do fluxo e da pressão do fluido. Esses componentes são essenciais para aplicações de alta precisão, onde pequenas variações podem comprometer a qualidade da peça. A combinação desses elementos com sistemas de controle digital resulta em máquinas altamente responsivas e estáveis.
Em paralelo, o desenvolvimento de softwares de simulação cada vez mais avançados tem permitido a integração direta entre projeto e produção. Modelos virtuais podem ser conectados à máquina real, criando um ciclo fechado de feedback entre simulação e execução. Isso possibilita a validação de parâmetros antes da produção e o ajuste contínuo com base em dados reais, reduzindo significativamente o tempo de desenvolvimento de novos produtos.
A tendência de customização em massa também está impactando a forma como as prensas hidráulicas são utilizadas. Com sistemas altamente flexíveis e reconfiguráveis, torna-se possível produzir diferentes peças em uma mesma máquina, com setups rápidos e automáticos. Isso é particularmente importante em mercados que exigem alta variedade de produtos com lotes reduzidos.
A segurança operacional também evoluiu com a automação. Sistemas modernos incluem sensores de presença, cortinas de luz, scanners de segurança e sistemas de parada de emergência integrados, que garantem a proteção dos operadores sem comprometer a produtividade. A automação reduz a exposição humana a áreas de risco, tornando o ambiente de trabalho mais seguro.
Além disso, a análise avançada de dados permite a criação de indicadores de desempenho em tempo real, como OEE (Overall Equipment Effectiveness), que combinam disponibilidade, desempenho e qualidade em uma única métrica. Esses indicadores são essenciais para a gestão eficiente da produção e para a identificação de gargalos e oportunidades de melhoria.
A evolução contínua dessas tecnologias aponta para um futuro em que as prensas hidráulicas não serão apenas máquinas de conformação, mas sistemas inteligentes integrados, capazes de operar de forma autônoma, eficiente e sustentável, alinhados com os mais altos padrões da indústria moderna e preparados para os desafios da manufatura avançada.
A próxima etapa dessa evolução tecnológica envolve o uso crescente de modelos híbridos de controle, nos quais estratégias clássicas de controle (PID e variantes) são combinadas com técnicas avançadas baseadas em inteligência artificial. Esses sistemas híbridos conseguem aliar a robustez e previsibilidade dos controladores tradicionais com a adaptabilidade dos algoritmos inteligentes, resultando em um controle mais estável e preciso mesmo em condições variáveis de operação.
Outra tendência relevante é a implementação de controle baseado em modelo (Model Predictive Control – MPC), no qual o comportamento futuro do sistema é previsto com base em modelos matemáticos e as ações de controle são otimizadas em tempo real. Esse tipo de controle é particularmente útil em processos de estampagem profunda, onde pequenas variações podem ter impacto significativo na qualidade final. O MPC permite antecipar desvios e corrigir o processo antes que ocorram falhas, elevando o nível de precisão.
A digitalização também está permitindo a criação de bibliotecas digitais de processos, nas quais todos os parâmetros, condições e resultados de produção são armazenados e organizados. Essas bibliotecas permitem reutilizar configurações bem-sucedidas, acelerar o desenvolvimento de novos produtos e garantir maior consistência entre diferentes lotes de produção. Com o tempo, esses bancos de dados se tornam um ativo estratégico para a empresa, incorporando conhecimento acumulado ao longo dos anos.
A evolução dos sistemas de lubrificação também acompanha essas tendências. Sistemas automatizados e inteligentes são capazes de dosar a quantidade exata de lubrificante necessária para cada ciclo, evitando tanto o excesso quanto a falta de lubrificação. Além disso, sensores podem monitorar o estado do lubrificante, verificando sua viscosidade e contaminação, garantindo que as condições ideais sejam mantidas ao longo do processo.
A modularidade dos sistemas também se estende à arquitetura de software, com o uso de plataformas baseadas em microserviços. Isso permite que diferentes funcionalidades, como controle de movimento, monitoramento de sensores e análise de dados, sejam desenvolvidas, atualizadas e mantidas de forma independente, aumentando a flexibilidade e facilitando a atualização tecnológica das máquinas.
No campo da eficiência energética, uma abordagem cada vez mais utilizada é o uso de otimização baseada em ciclo de vida, na qual não apenas o consumo imediato de energia é considerado, mas também o impacto energético total ao longo da vida útil da máquina. Isso inclui fatores como manutenção, durabilidade dos componentes e eficiência operacional ao longo do tempo.
A integração com sistemas de realidade aumentada (AR) e realidade virtual (VR) também está ganhando espaço, especialmente em manutenção e treinamento. Técnicos podem visualizar informações em tempo real sobre a máquina diretamente sobre o equipamento físico, facilitando diagnósticos e intervenções. Da mesma forma, operadores podem ser treinados em ambientes virtuais que simulam com precisão o comportamento da prensa.
Outra tendência importante é o uso de blockchain para garantir rastreabilidade e integridade dos dados de produção. Em aplicações críticas, como na indústria aeroespacial ou automotiva, é essencial garantir que os dados não possam ser alterados. O blockchain fornece uma forma segura e imutável de registrar informações sobre cada etapa do processo.
Por fim, a convergência entre automação, inteligência artificial, conectividade e sustentabilidade está redefinindo o papel das prensas hidráulicas na indústria moderna. Elas deixam de ser apenas equipamentos de produção para se tornarem sistemas inteligentes integrados, capazes de tomar decisões, otimizar recursos e operar com alto nível de autonomia, marcando uma nova era na manufatura avançada.
A continuidade dessa evolução tecnológica aponta para um cenário em que a integração entre sistemas ciberfísicos e processos de manufatura se torna cada vez mais profunda. As prensas hidráulicas passam a fazer parte de redes industriais inteligentes, nas quais máquinas, sistemas logísticos e plataformas de gestão operam de forma coordenada. Essa integração permite a criação de fábricas altamente adaptativas, capazes de responder rapidamente a mudanças na demanda, variações de produto e requisitos específicos de produção.
O conceito de “self-optimizing systems” também ganha destaque, onde a própria máquina é capaz de ajustar seus parâmetros de forma autônoma com base em objetivos definidos, como redução de defeitos, aumento de produtividade ou minimização do consumo energético. Esses sistemas utilizam feedback contínuo e aprendizado incremental para melhorar seu desempenho ao longo do tempo, tornando o processo cada vez mais eficiente e robusto.
A evolução dos sensores também é um fator chave nessa transformação. Sensores inteligentes com capacidade de processamento local (smart sensors) não apenas coletam dados, mas também realizam pré-análises, filtragem de ruído e até detecção de anomalias diretamente na origem. Isso reduz a carga sobre os sistemas centrais e melhora a qualidade das informações utilizadas para controle e tomada de decisão.
Além disso, a integração entre engenharia de produto e manufatura está se tornando mais estreita por meio de plataformas digitais colaborativas. Projetistas, engenheiros de processo e operadores podem trabalhar em um ambiente comum, compartilhando dados em tempo real e ajustando o projeto do produto de acordo com as limitações e capacidades do processo de estampagem profunda. Isso reduz retrabalho, acelera o desenvolvimento e melhora a qualidade do produto final.
A tendência de produção orientada por dados (data-driven manufacturing) também se consolida como um dos pilares da manufatura moderna. A coleta massiva de dados permite análises avançadas que vão além da simples monitorização, possibilitando a identificação de correlações complexas entre variáveis de processo e qualidade do produto. Esses insights são fundamentais para a melhoria contínua e para a inovação em processos industriais.
Outro aspecto importante é a evolução dos sistemas de acionamento elétrico e hidráulico, que estão se tornando cada vez mais eficientes e precisos. O uso de motores de alto desempenho, inversores de frequência e sistemas servo-controlados permite um controle extremamente fino da dinâmica da máquina, reduzindo perdas energéticas e aumentando a responsividade do sistema.
A sustentabilidade continua sendo um fator central no desenvolvimento dessas tecnologias. Além da redução do consumo de energia, há um foco crescente na utilização de materiais recicláveis, na redução de emissões e na minimização do impacto ambiental dos processos industriais. Isso inclui também o desenvolvimento de fluidos hidráulicos mais ecológicos e sistemas fechados que reduzem vazamentos e desperdícios.
A padronização e certificação de processos também evoluem junto com essas tecnologias, garantindo que os sistemas atendam a normas internacionais de qualidade, segurança e desempenho. Isso é essencial para a competitividade global, especialmente em setores altamente regulados.
Em conjunto, todos esses avanços indicam uma transformação profunda na forma como as prensas hidráulicas operam e são integradas aos sistemas industriais. O futuro aponta para máquinas cada vez mais inteligentes, conectadas e sustentáveis, capazes de operar com mínima intervenção humana e máxima eficiência, alinhadas com os princípios da manufatura avançada e da Indústria 4.0.
EMS Máquinas para trabalhar e conformar chapas metálicas

Projetamos, fabricamos e montamos máquinas para processamento de metais, tais como:
Prensa hidráulica de transferência
Prensa para mosaico de vidro
Prensa hidráulica de repuxo profundo
Prensa de fundição
Prensa hidráulica de conformação a frio
Prensa de hidroformagem
Prensa para materiais compostos
Prensa para moldagem de borracha de silicone
Prensa para pastilhas de freio
Prensa para melamina
Prensa SMC & BMC
Prensa de laboratório
Máquina de corte e aparo de bordas
Máquina de enrolamento de bordas
Máquina de aparo com rebarbação (beading)
Máquina de aparo com conformação (joggling)
Linha de produção de utensílios de cozinha
Máquina de dobragem de tubos
Máquina de dobragem de perfis
Serras de fita para metal
Máquina de soldagem cilíndrica
Prensa horizontal e equipamentos para utensílios de cozinha
Máquinas para produção de utensílios de cozinha, hotelaria, forno e talheres
como uma linha completa, bem como máquinas individuais, tais como:
Máquinas de corte, aparo e conformação de bordas
Máquinas de polimento e retificação para panelas e frigideiras
Prensas hidráulicas de repuxo
Máquinas de corte de discos (blanking)
Máquinas de rebitagem
Máquinas de puncionamento de furos
Máquinas de alimentação para prensas
Você pode verificar nossas máquinas em operação em: EMS Metalworking Machinery – YouTube
Aplicações:
Formação de bordas e nervuras
Flangeamento
Aparo
Enrolamento de bordas
Fechamento por costura
Reforço de nervuras
Puncionamento de flanges